Sheet Metal Fabrication Design Engineering Project management Assembly Rapid Prototyping Packaging Shipping & Delivery
CNC Machining Design Engineering Project management Assembly Rapid Prototyping Packaging Shipping & Delivery
Plastic Injection Molding Design Engineering Project management Assembly Rapid Prototyping Packaging Shipping & Delivery
By Alyssa / 


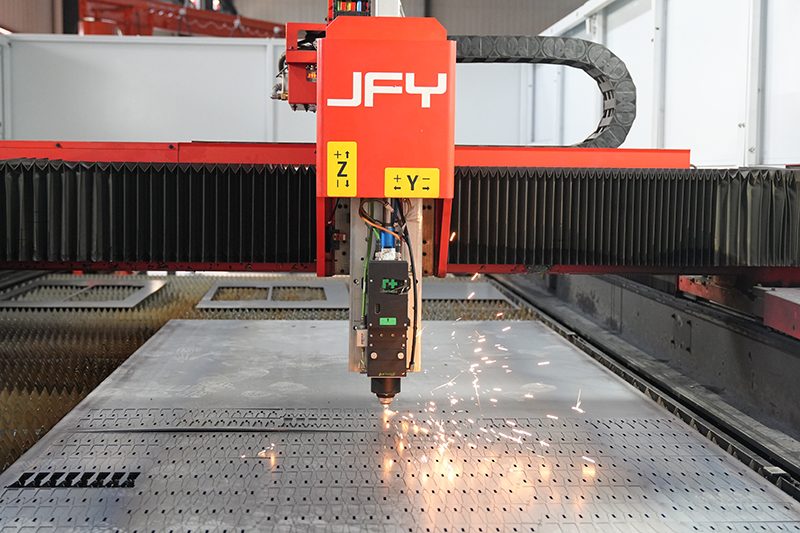
Laser cutting services help engineers and procurement teams turn flat sheet, plate, tube, and profile materials into accurate custom metal parts with clean edges, repeatable dimensions, and efficient production flow. At STARWAY MFG GROUP, we use metal laser cutting as part of a wider engineering-driven manufacturing system for global OEM customers in Europe, Australia, and North America.
This guide is written for buyers who already understand the basic idea of cutting metal with a laser and now need practical details for supplier selection, RFQ preparation, and design review. For a broader service overview, see our sheet metal fabrication services page. If you need a foundation-level explanation before comparing suppliers, read What Is Sheet Metal Fabrication? first.
A strong laser cutting service is not only about machine power. The best results come from matching material grade, thickness, cutting gas, kerf compensation, nesting strategy, edge-quality requirements, and downstream processes such as bending, welding, grinding, polishing, and finishing. When these decisions are made early, a laser-cut bracket, panel, enclosure, or chassis moves from prototype to production with fewer surprises.
From my experience reviewing drawings for international OEM projects, the most common problems are not dramatic machine failures. They are small design and sourcing mistakes: hole sizes below practical limits, bend lines too close to cutouts, decorative finishes specified too late, or quotations that compare different quality levels. This article explains how to avoid those issues and how to choose a laser cutting company with the right technical and commercial fit.

Industrial laser cutting services cover much more than cutting a flat outline from a sheet. A capable supplier reviews drawings, confirms material availability, optimizes the nest, controls heat input, labels parts when needed, and coordinates the next operation. For custom metal laser cutting projects, this coordination is often what separates a low-risk production run from a costly rework loop.
For engineered components, I usually evaluate a supplier across three capability areas: flat sheet cutting, tube or profile cutting, and CNC programming efficiency. Each area affects lead time, price, and part consistency.
Laser cutting capability map for procurement review
| Capability area | Best-fit parts | Buyer value | Related STARWAY page |
|---|---|---|---|
| Sheet metal laser cutting | Panels, covers, brackets, gussets, plates, chassis blanks | Fast, accurate flat parts with consistent edge quality | Laser cutting |
| Tube / profile laser cutting | Frames, rails, supports, tubular assemblies, welded structures | Accurate slots, holes, miters, and repeatable tube features | Tube laser cutting |
| Laser cutting and bending | Enclosures, folded brackets, electrical panels, mounting parts | Better DFM control from blank development to formed part | CNC bending / tube bending |
| Laser cutting and fabrication services | Cut, bend, weld, polish, finish, assemble | One supplier controls the full route instead of passing risk between vendors | Sheet metal fabrication |



Fiber laser cutting is the main process for modern metal laser cutting because it delivers high energy efficiency, fast cutting speed on thin and medium gauges, and good performance on reflective materials when the right machine configuration is used. It is the typical choice for stainless steel laser cutting, aluminum laser cutting, mild steel laser cutting, galvanized steel, brass, and many copper alloys. For most OEM sheet metal parts, laser cutting services based on fiber technology provide the best balance of accuracy, speed, and cost.
Compared with older CO2 laser cutting, fiber systems usually require less maintenance and cut reflective metals more reliably. CO2 still has value for some non-metal applications, but for industrial metal components, fiber laser cutting is the practical default.
Tube laser cutting is used for round, square, rectangular, and selected profile materials. It replaces drilling, sawing, milling, and manual layout on many welded structures. For frames, equipment bases, guard rails, brackets, and modular assemblies, laser tube cutting improves repeatability because holes, slots, angles, and notches are generated from one digital program.
CNC laser cutting depends on good programming. A proper nest reduces scrap, avoids grain-direction mistakes, controls heat buildup, and separates cosmetic surfaces from non-cosmetic edges when required. On repeat production, nesting efficiency can have a visible impact on laser cutting cost because material yield often matters as much as cutting time.
For RFQs, send DXF or DWG files for flat cutting, STEP files for formed parts, and a PDF drawing that defines tolerances, material, finish, and inspection points. If the part will later be bent, welded, or powder coated, tell the supplier during quotation rather than after the laser cutting price is approved.
Laser cutting materials should be selected for mechanical function, corrosion resistance, appearance, conductivity, weldability, and downstream forming behavior. Maximum thickness depends on machine power, assist gas, material grade, required edge quality, hole geometry, and whether the part is cosmetic or structural. The ranges below are realistic planning values for many industrial projects; final limits should be confirmed during RFQ review.
Metal laser cutting materials and planning thickness ranges
| Material | Common grades | Typical thickness | Notes for engineers and buyers |
|---|---|---|---|
| Stainless steel | 304, 316, 201, 430 | 0.5–20 mm typical; thicker by review | Excellent corrosion resistance; nitrogen cutting can improve bright edge quality |
| Aluminum | 5052, 6061, 6063, 7075 by review | 0.5–16 mm typical | Reflective and thermally conductive; grade affects bendability and finish |
| Mild / carbon steel | Q235, SPCC, S235, A36, 1018 | 0.5–25 mm typical | Cost-effective for brackets, frames, panels, and structural parts |
| Galvanized steel | SGCC, SECC, DX51D | 0.5–6 mm typical | Zinc coating requires ventilation and careful edge/finish planning |
| Copper | C110, selected copper alloys | 0.5–8 mm typical | Highly reflective; requires suitable fiber laser setup and parameter control |
| Brass | C260, C360 by review | 0.5–8 mm typical | Good appearance and conductivity; confirm burr and cosmetic requirements |
| Titanium / specialty metals | Titanium grades by project review | 0.5–8 mm typical | Used for lightweight, corrosion-resistant, or high-performance parts |
Stainless steel laser cutting is common for medical equipment, food-related machinery, electronics housings, marine-adjacent parts, and corrosion-resistant brackets. 304 is widely used for general corrosion resistance. 316 is preferred when the environment is more demanding. For visible parts, define grain direction, protective film, burr limits, and surface finish before production.
Aluminum laser cutting is attractive when weight reduction matters. 5052 is often easier to bend than 6061-T6, while 6061 is widely used where machining, strength, or structural performance matters. For aluminum sheet metal fabrication, the designer should confirm minimum bend radius, anodizing requirements, and whether the cut edge will remain visible after finishing.
Mild and carbon steel laser cutting is usually the most economical choice for strong brackets, mounting plates, frames, machinery panels, and construction-related components. Edge oxidation, powder coating adhesion, and welding requirements should be considered together. If the part will be painted or powder coated, small edge burrs may be acceptable; if it will assemble into a precision fixture, tighter edge and hole control may be needed.
Copper laser cutting and brass laser cutting require more process control because reflective materials can challenge the optical system and edge quality. These materials are useful for electrical, decorative, thermal, or conductivity-related applications. Titanium and other specialty metals should be quoted with clear performance and inspection requirements because cost and lead time can change quickly with grade availability.




Laser cutting tolerances are affected by material type, thickness, part size, machine condition, thermal distortion, hole diameter, and whether the part will be formed or welded after cutting. A flat blank cut from 1.5 mm stainless steel can hold a different tolerance than a 12 mm carbon steel plate with many small holes. Good suppliers separate cutting tolerance from final assembly tolerance so buyers do not overpay for precision where it does not matter.
Laser cutting tolerances and edge-quality planning guide
| Specification item | Typical planning range | What affects it | Practical recommendation |
|---|---|---|---|
| General profile tolerance | ±0.10 to ±0.20 mm for many sheet parts | Thickness, size, material, heat input, machine calibration | Use ±0.20 mm unless the feature truly needs tighter control |
| Hole-to-hole tolerance | ±0.10 to ±0.15 mm typical on suitable gauges | Hole diameter, pierce quality, thermal concentration | Avoid holes smaller than material thickness without review |
| Edge taper / kerf | Small but visible on thicker plates | Thickness, assist gas, speed, focus, nozzle condition | Define cosmetic or functional edge requirements on drawings |
| Burr level | Low to moderate by material and thickness | Cut parameters, material coating, gas, thickness | Specify deburring only where needed to control cost |
| Formed part tolerance after bending | ±0.20 to ±0.50 mm typical | Blank accuracy, bend tooling, material springback | Quote laser cutting and bending together when possible |
| Surface condition | As-cut, brushed, powder coated, anodized, plated, polished | Material, handling, protective film, finishing process | Define visible A-surfaces and packaging needs early |
For precision laser cutting, I recommend marking critical-to-function dimensions on the drawing rather than applying a tight general tolerance to every feature. This lets the supplier focus inspection time where it protects the assembly. It also keeps the quote competitive.
STARWAY MFG GROUP connects laser cutting with CNC bending, welding, and grinding and polishing so tolerance planning can consider the full manufacturing route instead of only the cutting operation.
A practical laser cutting workflow looks like this:
Machine power is important, but it is not the only capacity metric. Bed size, loading method, tube chuck range, CAD/CAM workflow, material storage, inspection capability, and scheduling discipline also affect lead time. Buyers should ask what the supplier can cut consistently, not only what the machine can cut under ideal conditions.
Equipment and capacity factors to confirm with a laser cutting supplier
| Capacity item | Typical industrial planning value | Why it matters for RFQs |
|---|---|---|
| Fiber laser power range | 3 kW to 12 kW class systems by project planning | Higher power supports faster cutting and thicker materials, but quality settings still matter |
| Flat sheet bed size | 1500 x 3000 mm common; larger formats by review | Determines maximum blank size and nesting options |
| Tube cutting length | Up to 6000 mm common for many tube projects | Useful for frames, rails, supports, and welded structures |
| Tube / profile range | Round, square, rectangular, and selected profiles by review | Profile geometry affects clamping, rotation, and cut accuracy |
| CAD/CAM inputs | DXF, DWG, STEP, PDF drawing package | Reduces manual interpretation and quotation risk |
| Downstream route | Cutting, bending, welding, finishing, assembly, packing | Controls total lead time and responsibility for part quality |
Laser cutting is not always the only option. Waterjet and plasma can be better choices in certain conditions. The right process depends on material, thickness, heat sensitivity, edge requirement, tolerance, and cost target. For many sheet metal fabrication projects, however, laser cutting offers the best balance of accuracy, speed, and clean digital workflow.
Laser cutting vs waterjet vs plasma for buyer decisions
| Process | Strengths | Limitations | Best-fit use cases |
|---|---|---|---|
| Laser cutting | Fast, accurate, clean edge on many metals; excellent for sheet parts and nested production | Heat-affected zone exists; very thick plates or highly heat-sensitive parts need review | Brackets, panels, enclosures, chassis, covers, precision blanks |
| Waterjet cutting | No heat-affected zone; cuts many materials and thick sections | Usually slower; abrasive cleanup and edge taper can apply | Thick plate, heat-sensitive materials, composites, stone, special materials |
| Plasma cutting | Fast and cost-effective for thicker carbon steel | Lower precision and rougher edge than laser in many cases | Heavy structural steel, large rough-cut blanks, construction parts |
As a rule of thumb, choose laser cutting when you need accurate sheet or plate features, good repeatability, and a clear path into bending, welding, or finishing. Choose waterjet when heat distortion cannot be accepted. Choose plasma when rougher heavy-gauge cutting is acceptable and cost is the main driver.
Laser cutting and fabrication services support a wide range of industrial products because the process works well for flat panels, structural brackets, covers, vents, frames, mounting plates, machine guards, electronic housings, and formed enclosures. The key is to match the industry requirement with material, tolerance, finish, and documentation level.
Choosing a laser cutting supplier is not only a price comparison. Engineers need stable technical communication. Procurement managers need lead time control, export experience, and a supplier that understands both prototype urgency and production repeatability. STARWAY MFG GROUP supports these needs through engineering review, ISO 9001-based quality control, and one-stop custom manufacturing capabilities.
For buyers in Europe, Australia, and North America, the main advantage is not simply lower manufacturing cost. It is the ability to consolidate cutting, bending, stamping, welding, finishing, assembly, and shipping under one project-management flow. This reduces supplier handoffs and gives the buyer one accountable manufacturing partner. STARWAY also supports adjacent processes such as CNC machining and plastic injection molding when a product family mixes materials.
STARWAY MFG GROUP can connect laser-cut blanks with metal stamping services, assembly services, project management, design engineering, rapid prototyping, and shipping delivery. This is valuable when a part is not just a flat cut profile but a finished component that must pass inspection and arrive ready for assembly.
A practical buyer checklist: send complete drawing files, define the visible surface, confirm material grade and finish, separate critical dimensions from general tolerances, and ask the supplier how they will control downstream bending or welding. This makes the quote more accurate and the project easier to scale.
When you need laser cutting services for custom metal parts, STARWAY MFG GROUP can review your drawings, recommend practical DFM improvements, and quote the right route from cutting to finished delivery.




This website uses cookies to provide you with a personalized browsing experience and analyze website traffic. By clicking "Accept", you agree to our use of cookies.
 Global
Global