
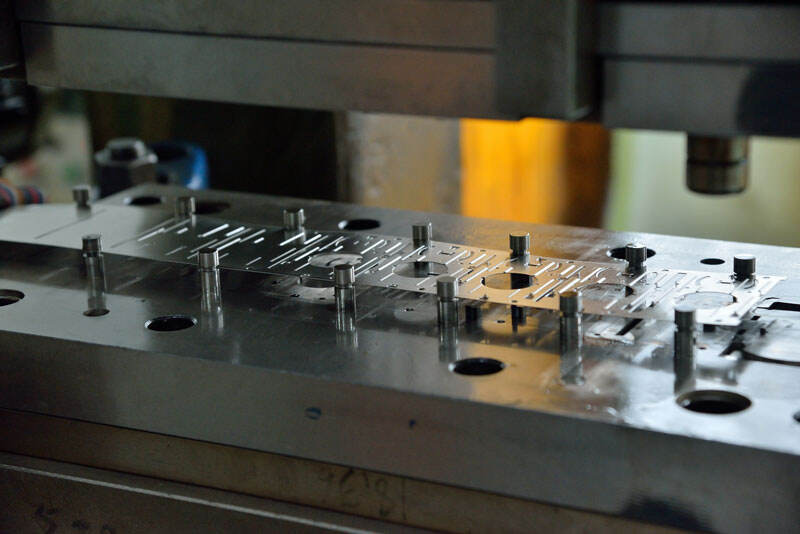
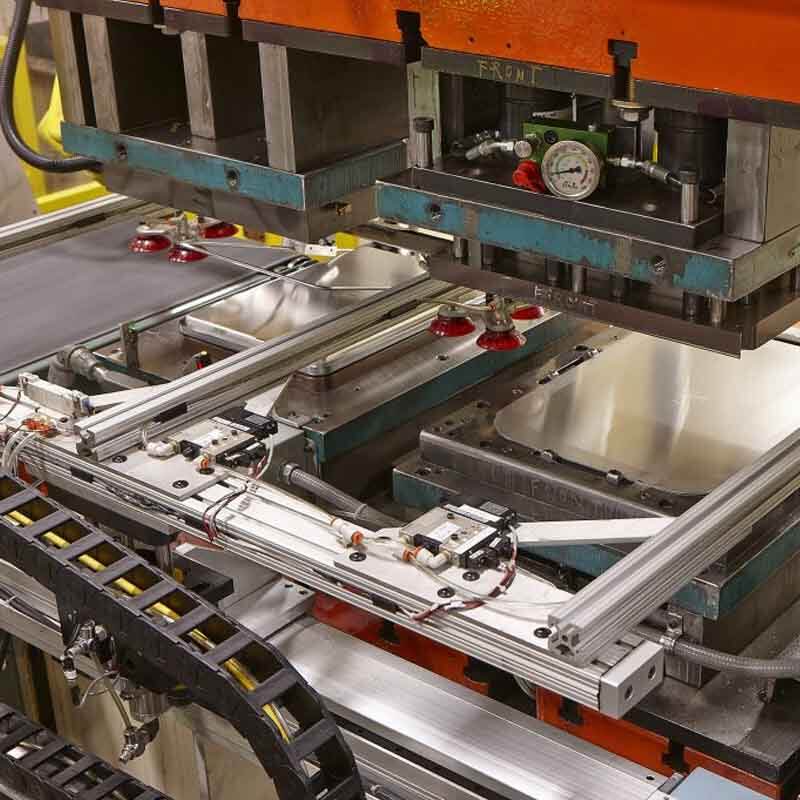
L'estampage des métaux est une technologie de traitement des métaux largement utilisée dans l'industrie manufacturière, où la tôle est mise en forme selon les formes souhaitées à l'aide de matrices et de poinçons. Ce procédé consiste à appliquer une pression sur une plaque métallique avec une matrice sur une machine à poinçonner, provoquant une déformation plastique pour obtenir une forme ou une structure prédéterminée. L'estampage des métaux est particulièrement efficace pour produire en masse une variété de pièces complexes.
En tant que technologie de formation à froid, l'estampage des tôles est compatible avec divers matériaux, y compris l'acier inoxydable, l'acier au carbone bas et élevé, l'aluminium, le laiton et le cuivre. Le processus d'estampage combine souvent plusieurs techniques de découpe et de mise en forme - telles que le pliage, le perforage, le bosselage et le relevage - pour créer efficacement des pièces complexes.
L'estampage métallique est rentable en raison de sa vitesse et de la réduction des besoins en outillages, ce qui se traduit par un temps de main-d'œuvre moindre et des coûts de maintenance plus faibles pour le moule d'estampage. Cependant, un inconvénient est l'investissement initial plus élevé pour la presse à estamper. De plus, si des modifications de conception sont nécessaires pendant la production, remplacer le moule peut être difficile.
Starway se spécialise dans la fabrication de pièces d'estampage métallique sur mesure à partir d'une large gamme de matériaux, y compris le cuivre, le laiton, l'acier inoxydable, l'aluminium et les alliages d'acier. Nos pièces estampées sont produites avec des tolérances strictes. Nous nous distinguons par l'offre de délais de livraison parmi les plus compétitifs de l'industrie, généralement compris entre 3 et 7 jours. Si vous avez besoin de nos services d'estampage métallique,
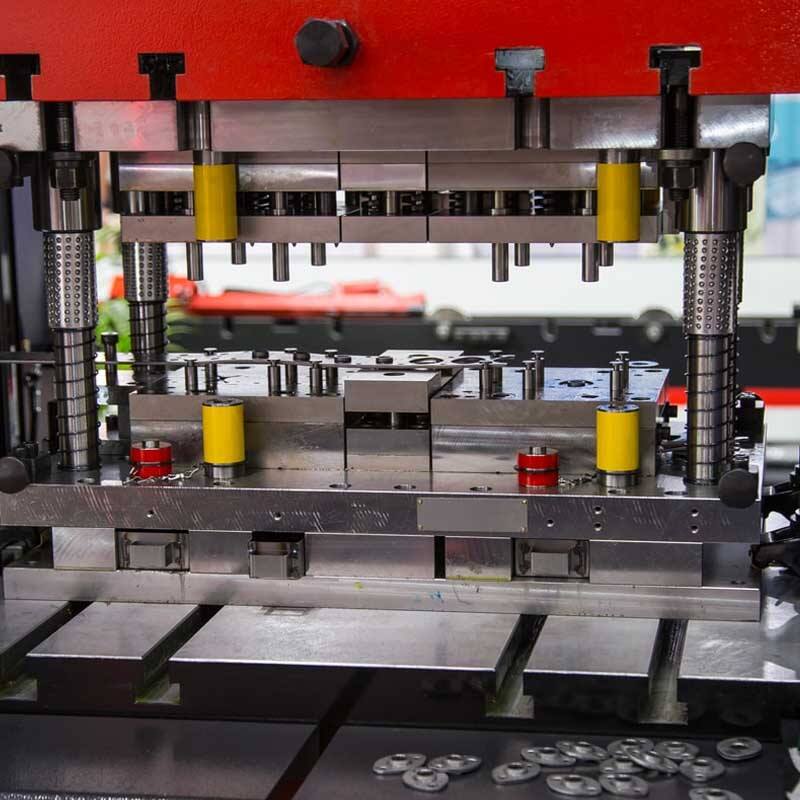
Nous exploitons une variété de machines de frappe avec différentes tonnages, y compris 16 tonnes, 40 tonnes, 63 tonnes, 80 tonnes, 120 tonnes, 200 tonnes et 400 tonnes, ce qui nous permet de répondre à des besoins de production diversifiés. Cette flexibilité nous permet de gérer des projets allant des petites séries à la production à grande échelle tout en assurant la qualité et la précision des produits. Avec 11 ans d'expérience dans l'industrie, nos ingénieurs et notre personnel commercial examinent personnellement et établissent manuellement un devis pour chaque projet de frappe métallique. Cette approche personnalisée garantit que nous répondons à vos besoins spécifiques tout en offrant des insights précieux sur le processus de frappe. Dans la section suivante, vous trouverez des informations supplémentaires sur la frappe et nos principales caractéristiques.
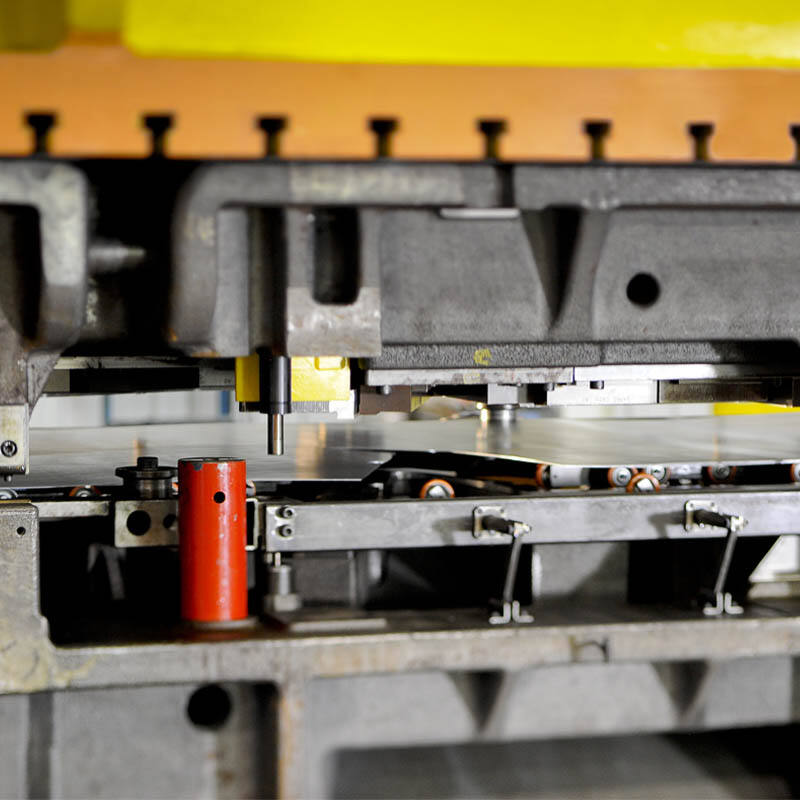
Le processus de frappe peut considérablement améliorer l'efficacité grâce à une vitesse élevée et une production en masse, en particulier pour une production en grand volume.
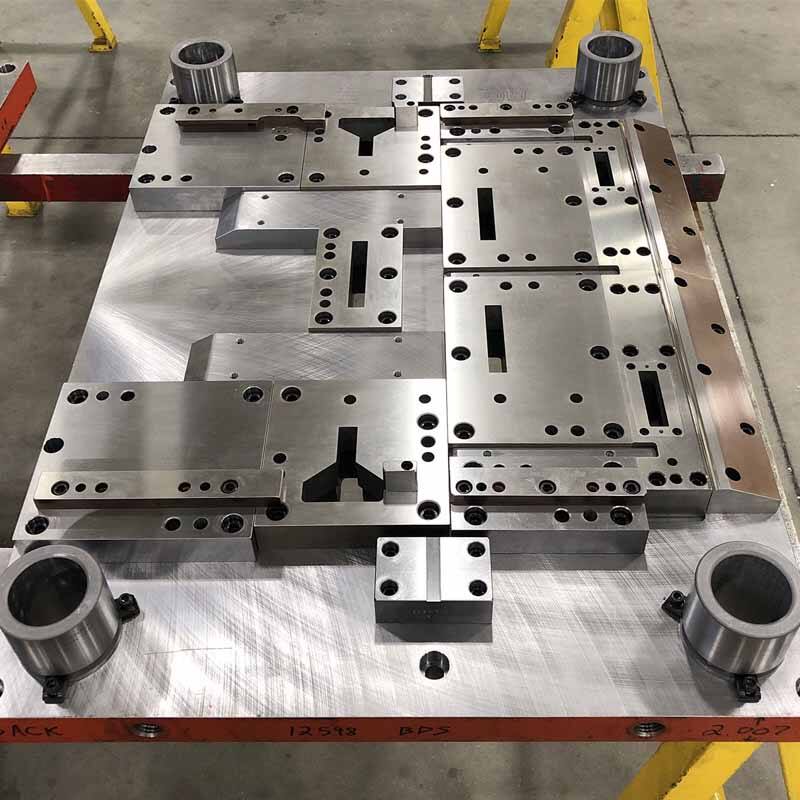
La conception et la fabrication du moule déterminent la précision dimensionnelle et la forme du produit, et le produit estampe présente généralement une grande cohérence dimensionnelle.
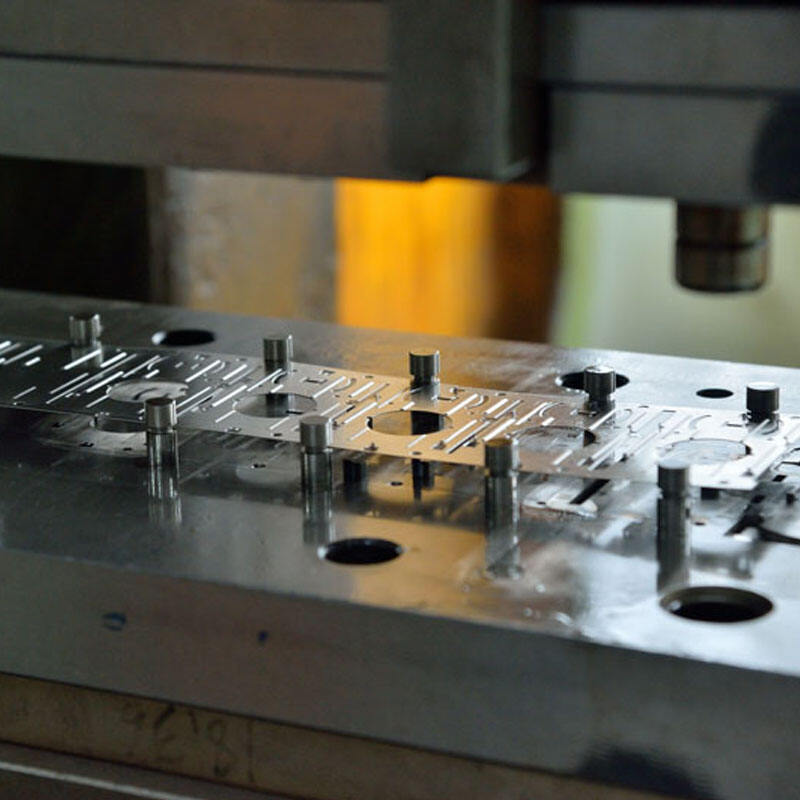
Dans le processus d'estampage, la perte de matériaux métalliques est faible, et les plaques peuvent être découpées de manière raisonnable, réduisant les déchets et diminuant les coûts.
Peut traiter une variété de matériaux métalliques, y compris l'acier, l'aluminium, le cuivre, l'acier inoxydable, etc., avec une large gamme d'applications.
Son principal avantage est qu'il peut transformer efficacement des tôles métalliques en diverses formes, telles que des couvercles, des coques, des supports, etc. Cette méthode de traitement garantit que les produits traités ont une grande précision, une surface lisse, des dimensions stables, et peut accomplir un grand nombre de tâches de production en peu de temps.
Le traitement par estampage des tôles est essentiel dans la production à grande échelle, économisant du temps et des coûts tout en augmentant l'efficacité de production.
En raison de l'utilisation de tôle dans le processus d'estampage, l'utilisation des matériaux est plus efficace et il y a moins de déchets.
Dans la production en série, la vitesse de traitement individuel du processus d'estampage est rapide, convient à une opération en chaîne de montage.
convient pour une variété de matériaux métalliques et une variété de pièces de fabrication, avec une large gamme d'applications.
Comme le processus d'estampage de tôle n'a pas besoin de procédés de soudure et d'assemblage, il peut éviter certains défauts et problèmes de qualité causés par la soudure et l'assemblage et améliorer la fiabilité et la sécurité du produit.
Obtenez un devis instantané en téléchargeant un fichier 3D CAD (y compris les formats STEP, STP, SLDPRT, DXF, IPT, PRT ou SAT) via notre moteur de devis instantané.
Les matières premières métalliques en vrac sont découpées en forme et taille nécessaires pour le traitement du processus, rendant le traitement plus pratique.

Ce processus consiste à affiner les trous sur la tôle à usiner selon la taille spécifiée et la forme personnalisée du poinçon.

La tôle est pliée en forme souhaitée selon les exigences personnalisées en utilisant un moule spécifique.
Les tôles sont placées dans des outillages spécifiques pour créer des rainures ou des parties convexes répondant à des besoins personnalisés spécifiques.
Le processus consiste à presser séquentiellement des tôles métalliques dans des moules spécifiques pour créer des cavités profondes ou convexes destinées à la personnalisation et au traitement ultérieur.
Ce processus permet de percer et de découper la plaque métallique simultanément, ce qui peut réaliser plusieurs opérations en une seule étape, améliorant ainsi considérablement l'efficacité du traitement.
Ce processus consiste à percer des trous dans une feuille de métal et peut créer une série de trous ou de motifs réguliers sur la feuille de métal.
Fixation des tôles métalliques sur des moules tournants et leur mise en forme sous pression pour obtenir les formes souhaitées.








Les matériaux couramment utilisés pour l'estampage des tôles métalliques ont généralement une bonne plasticité et une résistance, permettant de produire une déformation idéale sous pression sans se casser ou engendrer de graves défauts. Matériaux et caractéristiques du procédé d'estampage de tôle de Starway.

La teneur en carbone de l'acier au carbone doux est généralement comprise entre 0,05 % et 0,25 %, avec une bonne ductilité, une résistance modérée, d'excellentes performances de moulage et un coût de traitement faible. En raison de son prix bas et de sa facilité d'estampage, l'acier au carbone doux est largement utilisé dans les carrosseries automobiles, les coques d'appareils électroménagers, les pièces métalliques de construction, etc.

L'acier inoxydable est connu pour sa très bonne résistance à la corrosion, sa grande solidité et dureté, ainsi que de bonnes performances à haute température. Les types courants incluent le 304 et le 316. Il est adapté à la fabrication d'ustensiles de cuisine, d'équipements médicaux et de composants architecturaux. Cependant, il présente certains inconvénients : un durcissement par travail peut survenir lors du traitement, entraînant une usure plus rapide des moules et une usinage plus difficile.

L'aluminium et ses alliages sont légers, offrent une bonne conductivité thermique et électrique, et possèdent une excellente résistance à la corrosion. Les types courants incluent le 6061, le 5052 et le 7075. Ils sont souvent utilisés dans la fabrication de composants aérospatiaux, de panneaux de carrosserie automobile et d'enveloppes de produits électroniques. Cependant, ils présentent certains désavantages : faible dureté, facilement rayables, et nécessitent des exigences plus élevées pour la conception des moules.

Une plaque en acier galvanisé a une couche de zinc sur l'acier ordinaire pour améliorer la résistance à la corrosion et créer une surface lisse. Elle est fréquemment utilisée dans l'équipement extérieur, les pipelines et la construction structurelle. Cependant, le revêtement peut être endommagé lors du traitement, potentiellement compromettant ses propriétés anticorrosion.

Le cuivre et ses alliages, tels que le laiton et le bronze, sont connus pour leur excellente conductivité électrique et thermique, leur résistance à la corrosion et leur bonne plasticité, ce qui les rend faciles à presser et à former. Il est couramment utilisé dans la fabrication de composants électroniques, d'équipements de communication et d'objets décoratifs. Cependant, ils présentent certains inconvénients, y compris un coût élevé et une tendance à s'oxyder et à se décolorer.

L'acier avec des compositions chimiques spécifiques et des propriétés mécaniques est adapté pour produire des pièces haute résistance et des composants résistants à l'usure. Cependant, il a tendance à être plus coûteux et peut être plus difficile à traiter.
Dans le processus d'estampage des métaux feuilles, choisir le bon matériau est très important. Starway recommande que si vous devez procéder à l'estampage des métaux feuilles, il faut considérer les aspects suivants :
1. Plasticité du matériau : Le matériau doit avoir une bonne plasticité afin de se déformer pendant le processus d'estampage sans se casser.
2. Résistance et dureté : la résistance du matériau choisi doit être adaptée à l'utilisation dans l'environnement du produit ; une résistance excessive peut augmenter l'usure et la difficulté de machinage du moule.
3. Résistance à la corrosion : Pour les pièces nécessitant une résistance à la corrosion, on sélectionne généralement des matériaux résistants comme l'acier inoxydable, l'alliage d'aluminium ou l'acier galvanisé.
4. Économie : Le coût du matériau est également un facteur important dans le choix. Sous réserve de répondre aux besoins en performance, essayez de choisir des matériaux économiques.
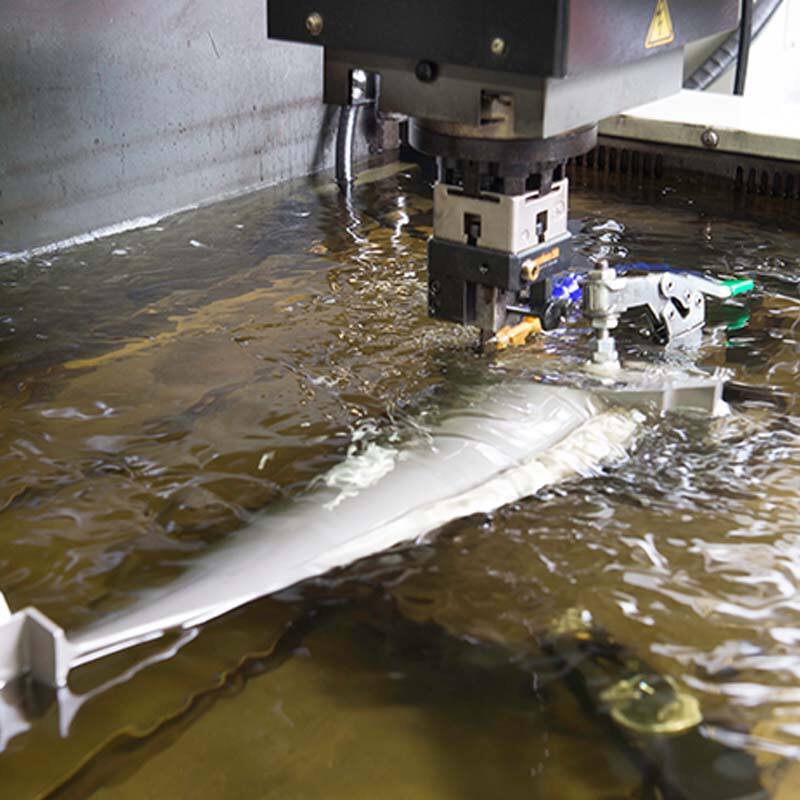
La plupart des types de matériaux en tôle peuvent être découpés en utilisant des techniques d'estampillage ou de découpe laser, mais la plage d'épaisseur varie. Les pertes causées par les matériaux sont également différentes, veuillez vous référer à la liste suivante :
| Aluminium 5052-H32 : | épaisseurs de 0,040 po - 0,250 po (1,016 mm - 6,35 mm) |
| Aluminium 6061-T651 : | épaisseurs de 0,040 po - 0,250 po (1,016 mm - 6,35 mm) |
| Aluminium 6061 | convient pour le perçage de profil/perimètre, mais n'est pas éligible pour les caractéristiques formées. |
| Acier au carbone faible CR 1008 : | épaisseurs de 0,036 po à 0,119 po (0,914 mm-3,023 mm) |
| CR Galvanisé : | épaisseurs de 0,036 po à 0,119 po (0,914 mm-3,023 mm) |
| CR Galvanneal : | épaisseurs de 0,036 po à 0,119 po (0,914 mm-3,023 mm) |
| Cuivre C101, C110 : | épaisseurs de 0,040 po à 0,125 po (1,016 mm-3,175 mm) |
| Laiton C260 : | épaisseurs de 0,040 po à 0,125 po (1,016 mm-3,175 mm) |
| Acier inoxydable 304/304L, 316/316L : | épaisseurs de 0,036 po à 0,074 po (0,914 mm-1,88 mm) |

Amélioration de la régularité et de l'apparence de la surface métallique grâce à des techniques de polissage et d'affûtage.

Y compris l'électroplavage, le galvanisation, le chromage, etc., déposer un autre métal ou alliage sur la surface métallique pour améliorer ses propriétés ou son apparence.

Application de revêtements protecteurs ou décoratifs à l'aide de techniques de peinture en aérosol.

Modification de la structure et des propriétés du métal par chauffage et refroidissement, comme le trempage, le revenu, etc.

Modification de la structure et des propriétés du métal par chauffage et refroidissement, comme le trempage, le revenu, etc.




