Sheet Metal Fabrication Design Engineering Project management Assembly Rapid Prototyping Packaging Shipping & Delivery
CNC Machining Design Engineering Project management Assembly Rapid Prototyping Packaging Shipping & Delivery
Plastic Injection Molding Design Engineering Project management Assembly Rapid Prototyping Packaging Shipping & Delivery

✓ Professional Consulting Team ✓ Fast Prototyping (1-2 weeks) ✓ Automated & Smart Manufacturing ✓ Welding Tolerances: ±0.05mm ✓ Easy Shipping (EXW, FOB, CIF, DDP) ✓ Global Markets Served






| Type (AWS Standard) | Process Family | Suitable Thickness | Best Use | Notes |
|---|---|---|---|---|
| TIG / GTAW | Arc + non-consumable tungsten + shielding gas | 0.5–6 mm typical | Stainless, aluminum, titanium, visible welds | Highest quality; aerospace / medical preferred |
| MIG / GMAW | Arc + consumable wire + shielding gas | 1–25 mm typical | Carbon, stainless, aluminum — structural | Higher deposition; easier to automate |
| FCAW | Arc + flux-cored wire (with/without shielding gas) | 3–25 mm typical | Heavy structural, outdoors, shipbuilding | High deposition; tolerates windy conditions |
| SMAW (Stick) | Arc + consumable flux-coated electrode | 3–25 mm typical | Field repair, structural steel, pipelines | Portable; not for thin sheet |
| SAW (Submerged Arc) | Arc submerged under flux blanket | 10–100+ mm typical | Pressure vessels, shipbuilding, heavy plate | Very high deposition; mechanized only |
| RSW (Resistance Spot) | Resistance heating between electrodes | 0.5–3 mm typical | Auto body, appliances, sheet lap joints | Very fast cycle; high-volume sheet |
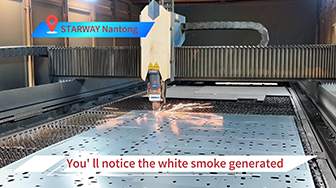
| LBW (Laser Beam Welding) | Focused laser beam fusion | 0.1–10 mm typical | Electronics, medical, precision assemblies | Minimal HAZ; capital-intensive |
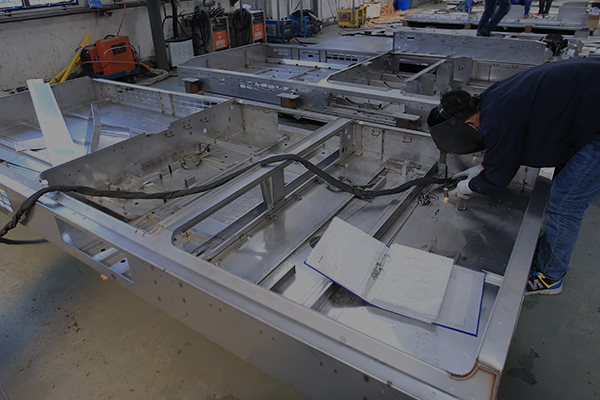
Welding involves applying heat, pressure, or both to fuse materials together. The process varies depending on the welding method and material.
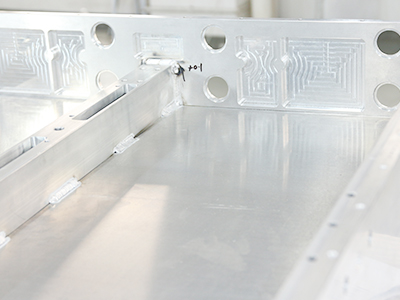
At Starway, we carefully control welding parameters to ensure structural strength and consistency.


Engineering Consultation That Reduces Manufacturing Risk At Starway, engineering involvement starts before production begins. Our engineers work closely with customers to review drawings, tolerances, materials, and manufacturing feasibility, identifying potential risks early and proposing optimized solutions. By integrating engineering and sales teams, we ensure that technical decisions are accurately translated into cost, lead time, and production plans — avoiding surprises during execution.

New project success depends on speed, accuracy, and adaptability. Starway operates a dedicated project development team combining engineering, prototyping, and quality control. This allows us to deliver prototypes within 1–2 weeks, validate manufacturability quickly, and resolve technical challenges through real production trials — not assumptions.

On-time delivery and consistent quality are not outcomes — they are engineered results. All orders are managed through our MES system, enabling real time production tracking, quality traceability, and cross department coordination. This system-driven approach allows us to proactively manage risks, maintain schedule integrity, and keep customers informed with accurate production data.

At Starway, Easy Shipping is another key advantage. Our goal is to make customers' shipping easy, safe, and fully trackable. Our professional logistics team helps our customers handle all types of shipments — both air and sea — including EXW, FOB, CIF, DDP, etc. Our shipping system enables us to track and monitor all shipments in transit, ensuring they arrive safely and on time. Our customers are updated regularly with their shipping status.




Stainless Steel
Carbon Steel
Aluminum
Brass & Copper
Tig / Mig
Steel / Stainless / Aluminum
Manual / Robotic welding
Welding Fixture
| Factor | TIG / GTAW | MIG / GMAW |
|---|---|---|
| Full Name | Gas Tungsten Arc Welding | Gas Metal Arc Welding |
| Electrode | Non-consumable tungsten + separate filler | Consumable wire (continuous feed) |
| Suitable Thickness | 0.5–6 mm typical | 1–25 mm typical |
| Weld Quality | Excellent — clean, low spatter. | Good structural quality; spatter possible. |
| Assembly Tolerance | ±0.2–±0.5 mm typical (fixturing dependent). | ±0.5–±1.0 mm typical. |
| Speed / Deposition | Lower | Higher (3–5× TIG) |
| Operator Skill | High (manual control of arc + filler) | Moderate (easier to automate) |
| Heat Input / Distortion | Lower input, easier to control distortion. | Higher input, distortion needs fixturing. |
| Post-Processing | Minimal | Often requires spatter cleaning |
| Best For | Stainless, aluminum, titanium, visible welds. | Carbon steel structures, mass production. |
We offer MIG, TIG, spot welding, and laser welding, depending on material and application requirements.
Common materials include stainless steel, carbon steel, aluminum, and certain alloys.
Typical welding tolerances range from ±0.1 mm to ±0.3 mm, depending on part size and complexity.
At Starway, we use fixtures and controlled processes to maintain consistency in batch production.
MIG welding is faster and suitable for thicker materials, while TIG welding offers higher precision and cleaner welds.
Yes, heat can cause distortion, but this can be minimized with proper process control and fixtures.
Depending on requirements, finishing such as grinding or polishing may be applied.
Lead time depends on complexity and quantity.
Prototype parts can typically be completed within a few days, while larger production runs require longer timelines.
Yes, welding is often combined with cutting, bending, and assembly.
We use strict quality control, skilled welders, and inspection procedures.
Yes, we manufacture based on customer drawings and specifications.
Depending on your requirements, we offer additional finishing such as grinding, polishing, powder coating, and anodizing to improve appearance and corrosion resistance.
Yes. Welding is suitable for both small and large production volumes, especially when combined with processes like laser cutting and bending.
Yes. We specialize in multi-component welded assemblies, combining cutting, forming, and welding into a complete solution.
Our welding services are widely used in:
Automotive
Electronics
Industrial equipment
Construction
MIG welding is faster and better for thicker materials, while TIG welding provides higher precision and cleaner welds for thin or visible parts.
You can reduce costs by:
Optimizing part design
Selecting suitable materials
Choosing the right welding method
Our engineers can help optimize your design for manufacturability.
Simply upload your drawings, and our team will provide a quotation within 24 hours.
We also offer engineering support to improve design and reduce costs.




This website uses cookies to provide you with a personalized browsing experience and analyze website traffic. By clicking "Accept", you agree to our use of cookies.
 Global
Global