薄いシート金属を溶接することは、2枚の薄い金属を融合させる重要なプロセスです。自動車製造、航空機製造、さらには電子機器製造など、多くの仕事や産業において重要な技術です。しかし、溶接は未経験者にとって非常に難しいものに感じられることがあります。それは説明が必要な基本的な理論がたくさんあるためです。これらの基礎を理解することで、溶接をより早く学び、上達することができます。
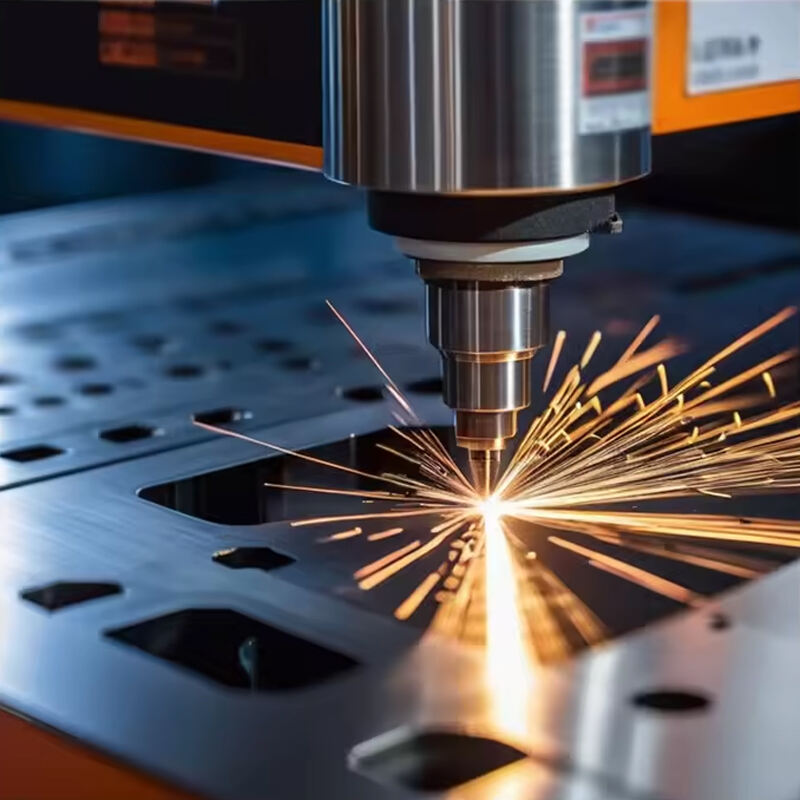
まず、熱について話しましょう。溶接には金属を溶かして結合させるために大量の熱が必要です。この熱は通常、電気アーク工具によって生成されます。金属は十分に高い温度まで上昇して溶け、その後冷却されることで二つの部品が互いに接合します。安全に溶接を行うためには、必要な工具や設備が必要です。これには シートメタル溶接 溶接機、電極、および手袋やゴーグルなどの安全装備が含まれます。特に作業中に安全装備を着用することは、自身を保護する上で極めて重要です。
薄板金属を溶接する一般的な方法の一つに、TIG溶接と呼ばれる技術があります。TIG:タングステン不活性ガス溶接。この方法では、タングステン電極が金属を加熱し、非常に高い温度になるため、 薄いシート金属の溶接 溶接に適しています。空気から溶接部を保護するためにガスを使用し、清潔で強固な溶接を実現します。TIG溶接を行うには練習と技術が必要ですが、身につける価値のある非常に有用なスキルです。
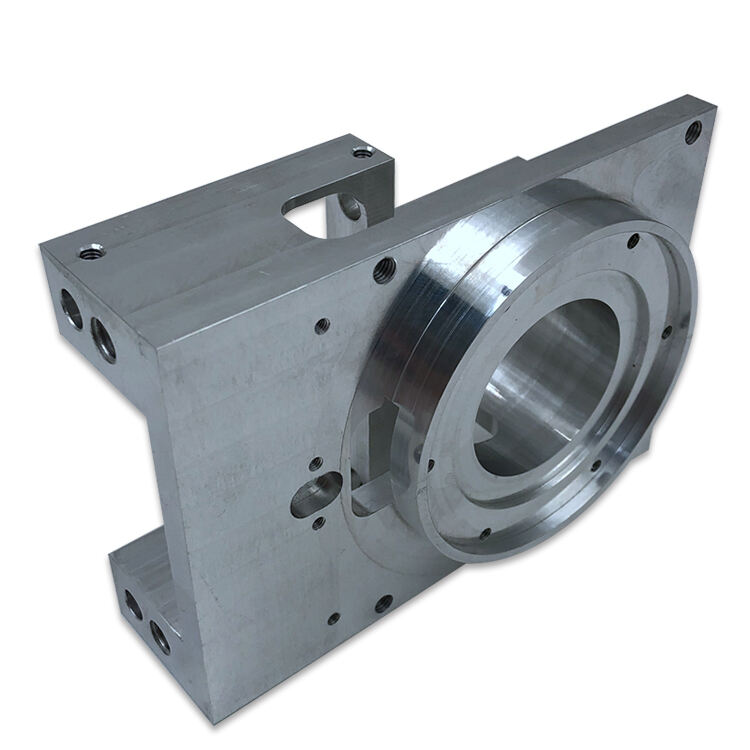
TIG溶接を行う前に、金属の部品を準備する必要があります。準備は良い溶接において非常に重要です。まず、金属をワイヤーブラシで磨き、汚れやさびを取り除きます。金属を特定の形状に形成する必要がある場合は、それを合わせるため研磨する必要があります。その後、溶接したい2つの部品を合わせます。溶接が成功するためには、正しく合わせることが必須です。
反りを避けるための効果的な技術として「バックステップ法」があります。この方法では、溶接方向を切り替え、継手の中心部から外側に向かって溶接を進めます。これにより金属全体に熱が均等に分散され、たわみや湾曲の発生を最小限に抑えることができます。成功の鍵は、滑らかで均一な溶接を行うことです。 シートメタル溶接 .

薄板金属の一般的な問題として、汚れや酸化物が溶接部に取り込まれ、もろい溶接部となることが挙げられます。汚染は金属表面の汚れや錆によって引き起こされます。これを防ぐには、溶接前に金属表面を清潔にして不純物を取り除くことが重要です。また、シールドガスを使用することで、溶接部を清潔に保ち、酸化を防ぐこともできます。

もう一つの課題として、溶接する金属の種類を選ぶことが挙げられます。溶接の強度と耐久性は、結合される金属の種類に依存することがあります。異なる金属はそれぞれ異なる反応を示すためです。一部の金属は他の金属よりも扱いやすく、またいくつかの金属は異なる溶接技術を必要とする場合があります。堅固で耐久性のある溶接を保証するために、常に作業に最適な金属を選択する時間を費やすべきです。
薄板金属溶接チームは、英語に堪能なプリセールス担当者と製品技術の専門知識を持つエンジニアで構成されています。技術的な営業担当者が一堂に会し、お客様と効果的にコミュニケーションを図りながら、プロフェッショナルに要件を理解します。クライアントに最も便利で柔軟な加工ソリューションをワンストップで提供します。それぞれのプロジェクトの独自性を深く理解しているため、チームはプロジェクトが円滑に完了するよう全力を尽くし、互いに利益を得られる協力関係の実現を目指しています。
我々は新規プロジェクトを迅速かつ効率的に設計する能力に長けています。豊富な顧客とのコミュニケーションに基づき、開発段階において製品設計の変更に即座に対応し、薄板金属溶接に関する専門的なアドバイスを提供し、図面の改善とプロセスの迅速化を実現します。私たちは15年間のカスタム金属加工の経験を活かし、これまで数千の製品でお客様を支援してきました。これらの新製品は市場から非常に高い評価を得ており、顧客に競争上の優位性をもたらしています。品質への取り組みにより、お客様には最高水準のソリューションを確実にお届けでき、激しい競争環境を自信を持って乗り越えるお手伝いをいたします。
当社は、オープンで透明性の高いサービスを提供し、常に薄板金属溶接においてお客様との継続的な関係を築いています。誠実さがビジネス関係の基盤です。契約締結前に、専門的なアドバイスと公正な価格設定を提供します。製造プロセスにおいては、顧客との常に連絡を取り合い、進行状況について最新の情報を共有しています。さらに、製造プロセスについても透明性を保ち、定期的に進捗状況を共有するとともに、問題が発生した場合には迅速に対応します。また、いつでも顧客からのフィードバックや提案を受け入れる姿勢を貫いています。このオープンで透明性の高いアプローチにより、増加する数多くの顧客との長期的かつ安定したパートナーシップを構築してきました。
注文管理システムは、非常に効率的でよく設計されたツールであり、薄板金属の溶接処理においてすべてのお客様の注文を確実に遂行します。この注文管理システムにより、お客様は迅速に注文を行い、リアルタイムで進行状況を確認できます。当社は、注文の正確な実行を徹底しています。製造プロセス全体を通じて、お客様とのオープンな対話を維持し、設計変更やアップグレード要望にすばやく対応します。注文の規模に関わらず、一つひとつに細心の注意を払い、迅速な処理と優れた結果を保証します。卓越性への取り組みは、お客様とのすべてのやり取りにおいて期待を超え、満足を提供するという当社の誓いを裏付けています。