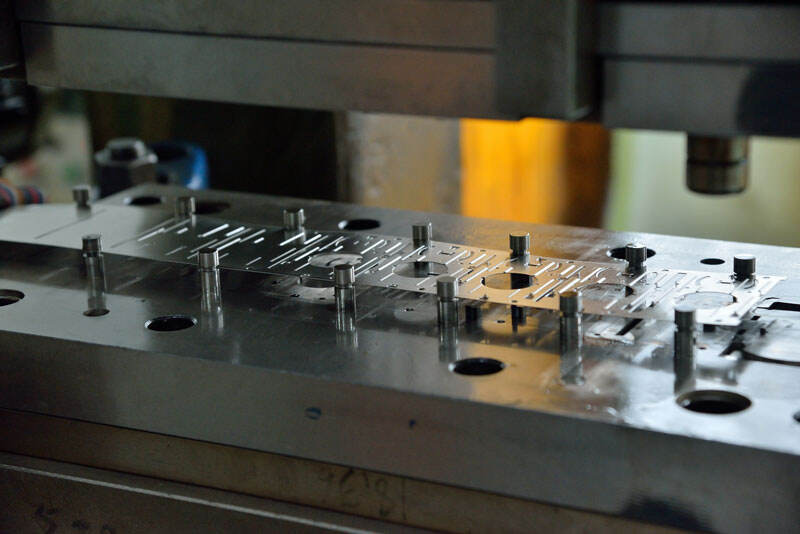
शीट मेटल स्टैम्पिंग निर्माण उद्योगमा प्रयोग गरिने एक व्यापक रूपमा उपयोग गरिने मेटल प्रसंस्करण प्रौद्योगिकी हो, जहाँ शीट मेटललाई डाइज र पंच का आधारमा कामानुसार रूपमा बदलिन्छ। यस प्रक्रियामा मेटल प्लेटलाई प्रेशर दिने गर्छ जसले डाइ बाट प्लास्टिक विकृति हुन चाहान्छ जसले निर्धारित रूप वा संरचना प्राप्त गर्दछ। मेटल स्टैम्पिंगले विविध जटिल भागहरूको बड़ी संख्या मा उत्पादन गर्न विशेष रूपमा प्रभावी छ।
एक ठण्डै प्रौद्योगिकीको रूपमा, शीट मेटल स्टैम्पिंगले विभिन्न सामग्रीहरूसँग संगत हुन्छ, जसमा स्टेनलेस स्टील, कम र बढी हुन अवस्थामा कार्बन स्टील, एल्युमिनियम, ब्रास, र कॅपर रहेका छन्। स्टैम्पिंग प्रक्रियामा बहुमुखी बिछाउने र रूपान्तरण तकनीकहरू - जस्तै बेंडिंग, पंचिंग, एम्बोसिंग, र फ्लेंगिंग - संयोजन गरिएको छ कि जटिल भागहरूलाई दक्ष रूपमा बनाउने हो।
धातु को महसूल गर्नु चालू र टुल साधनको आवश्यकताको कमीदेखि लागत प्रभावकारी हुन्छ, जसले कम श्रम समय र महसूल डाइमा कम रखिबारको खर्च दिन्छ। तथापि, एक दोष धातु महसूल दबाउँदै प्रारंभिक निवेशको बढी आवश्यकता हुन सक्छ। अर्को बात, यदि उत्पादनको दौरामा डिझाइनमा परिवर्तन आवश्यक पर्दछ, तब मोल्ड बदल्न सजिलै हुन सक्दैन।
Starwayले विभिन्न पदार्थहरूमा साबिक धातु महसूल भागहरू निर्माण गर्न विशेषज्ञता राख्छ, जसमा तामा, पीतल, स्टेनलेस स्टील, एल्युमिनियम, र स्टील एलायझ रहेका छन्। हाम्रा महसूल भागहरू कठोर सहनशीलतामा उत्पादित गरिएका छन्। हामी अन्यान्य उद्योगमा केही सबैभन्दा प्रतिस्पर्धात्मक लीड थपाई प्रस्तुत गर्दछौं, जसले सामान्यतया ३ ते ७ दिनको अन्तरमा रहन्छ। यदि तपाईंलाई हाम्रो धातु महसूल सेवालाई आवश्यकता पर्दछ,
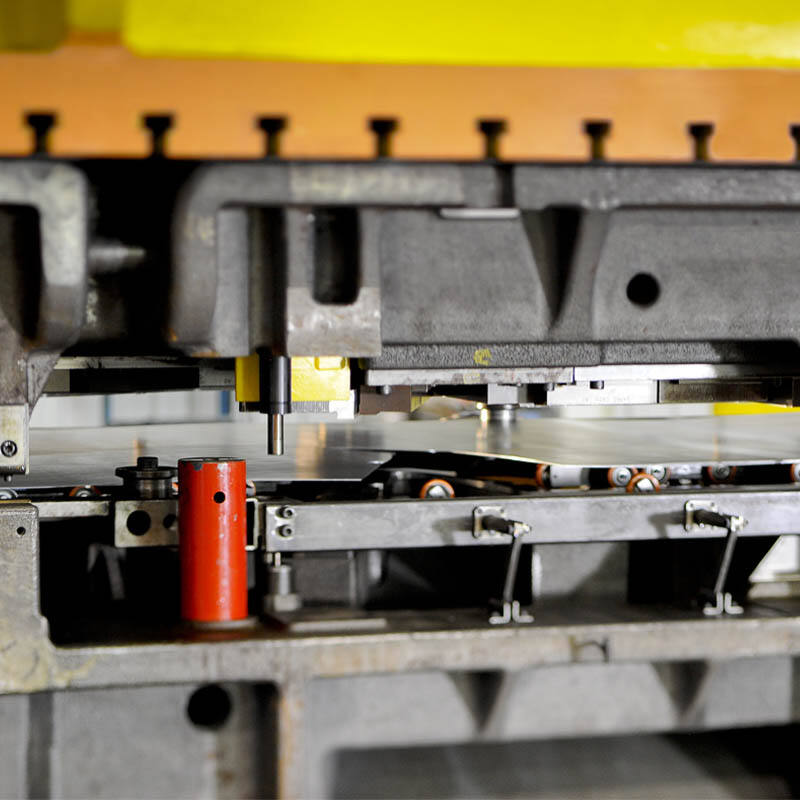
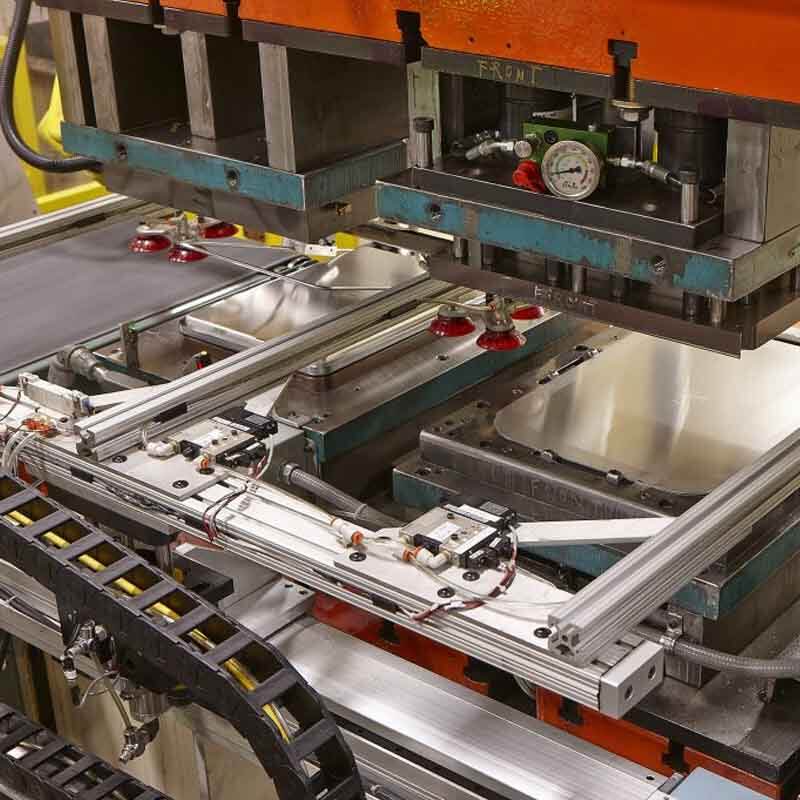
हामी विभिन्न टनिजमा बनेका विविध स्टैम्पिङ मशीनहरू कार्यान्वयन गर्दछौं, जसलाई १६ टन, ४० टन, ६३ टन, ८० टन, १२० टन, २०० टन, र ४०० टन पनि छ, जसले हामीलाई विविध उत्पादन आवश्यकताहरू पूरा गर्न सक्दछ। यो लचीलापन हामीलाई छोटा प्रोजेक्टबाट ठूलो उत्पादनमा पुग्दै प्रोजेक्टहरू प्रबन्धन गर्न सक्दछ जबकि उत्पाद गुणस्तर र शुद्धता प्राप्त राख्दछ। ११ वर्षको उद्योगी अनुभवपछि, हाम्रा इंजिनियरहरू र बिक्री सदस्यहरू प्रत्येक धातु स्टैम्पिङ प्रोजेक्टलाई व्यक्तिगत रूपमा समीक्षा र मूल्याङ्कन गर्दछन्। यो व्यक्तिगत दृष्टिकोण चलाएर हामी तपाईंको विशिष्ट रेखाङ्कन आवश्यकताहरू पूरा गर्न सक्दछ जबकि स्टैम्पिङ प्रक्रियामा मूल्यवान अनुभवहरू प्रदान गर्दछ। अगाडि भागमा, तपाईंलाई स्टैम्पिङ र हाम्रा मुख्य विशेषताहरू सम्बन्धि अतिरिक्त माहिती प्राप्त गर्न सक्नुहुन्छ।
स्टैम्पिङ प्रक्रिया उच्च गति र बड़ा प्रमाणमा उत्पादन द्वारा दक्षता में महत्वपूर्ण वृद्धि गर्न सक्छ, विशेष गरी बढी संख्यामा उत्पादनको लागि।
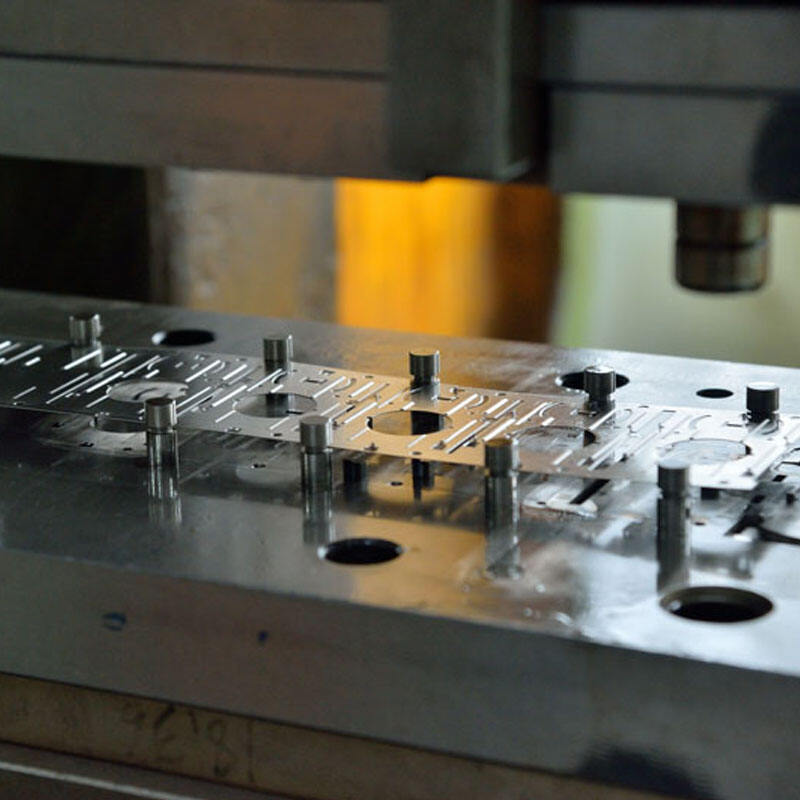
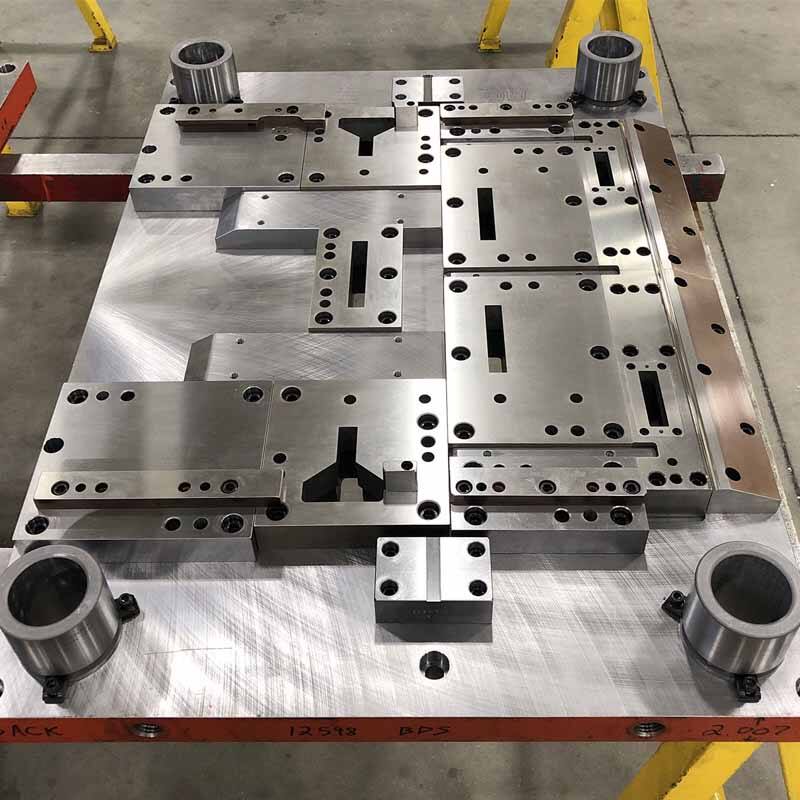
मोल्डको डिझाइन र निर्माण उत्पादको आयामीय सटीकता र आकृतिलाई निर्धारित गर्दछ, र स्टँप भएको उत्पाद माथी सामान्यतया उच्च आयामीय एकसुत्रता छ।
स्टँप प्रक्रियामा, धातु पदार्थहरूको अपशिष्ट कम छ, र प्लेटलाई विवेकपूर्वक काटिने हो, जसले अपशिष्ट कम गर्दछ र खर्च घटाउदछ।
विभिन्न प्रकारका धातु पदार्थहरू, स्टील, एल्युमिनियम, कूपर, स्टेनलेस स्टील आदि, प्रोसेस गर्न सकिन्छ, जसले फाइडाहरूमा बढी व्यापक अनुप्रयोग दिन्छ।
इसको मुख्य विशेषता यसले धातु प्लेटलाई विभिन्न आकारमा दक्षतापूर्वक प्रोसेस गर्न सक्छ, जसै: ढक्का, कोष, ब्रैकेटहरू आदि। यो प्रोसेस पद्धति प्रोसेस गरिएका उत्पादहरूलाई उच्च सटीकता, चालू सतह, स्थिर आयाम र सान्दर्भमा थोरै समयमा बढी संख्यामा उत्पादन कार्यहरू पूरा गर्न सक्दछ।
पतलो धातु स्टँप प्रोसेस प्रोसेस बडी उत्पादनमा आवश्यक छ, जसले समय र खर्च बचाउन र उत्पादन क्षमतालाई बढाउन मदद गर्दछ।
चापन प्रक्रिया मा थिन प्लेट को उपयोग गर्दै, सामग्री को उपयोग धेरै सफल हुन्छ र अपशिष्ट कम बन्छ।
मास प्रोडक्शन मा, चापन प्रक्रियाको एक टुक्रा प्रसेसिङ्ग गति तेज छ, जो असेम्बली लाइन संचालन भन्दै ठूलो हो।
विविध मेटल सामग्रीहरू र विविध भागहरूको निर्माणमा योग्य, व्यापक अनुप्रयोगहरू।
थिन प्लेट चापन प्रसेसले वेल्डिङ्ग र जोड़बाट प्रक्रियाहरूको आवश्यकता छैन, जसले वेल्डिङ्ग र जोड़बाटद्वारा उत्पन्न दुर्घटनाहरू र गुणस्तरको समस्याहरूको निपटार्थ्य गर्दछ र उत्पादको विश्वसनीयता र सुरक्षालाई उत्थान गर्दछ।
त्वरित बाट अनुमान प्राप्त गर्नुहोस् हाम्रो त्वरित अनुमान इन्जिन द्वारा ३D CAD फाइल (जस्तै STEP, STP, SLDPRT, DXF, IPT, PRT, वा SAT प्रारूपहरू) अपलोड गरेर।
मूल थर धातु को प्रसेस गर्ने आकार र आकारमा काटिन्छ, जसले प्रसेस गर्न अधिक सुविधाजनक बनाउँछ।

यो प्रक्रिया छाप्न पर्ने निर्दिष्ट आकार र आकारमा अनुसार मालिकामा छेदहरू सजिन्छ।

विशिष्ट मोल्ड प्रयोग गरेर मालिकामा रूपान्तरण गर्दछ वाञ्छित आकारमा।
मालिका ढाँचाहरूलाई विशिष्ट रूपमा गरिएका साधनहरूमा राखिन्छ जसले गहिरो वा उंचो गहिराहरू बनाउँछ।
यो प्रक्रिया धातु को शीटलाई विशिष्ट मोल्डमा क्रमिक रूपमा दबाउँदछ जसले गहिरो वा उंचो गहिराहरू बनाउँछ र बादपछि प्रसेस गर्न सक्दछ।
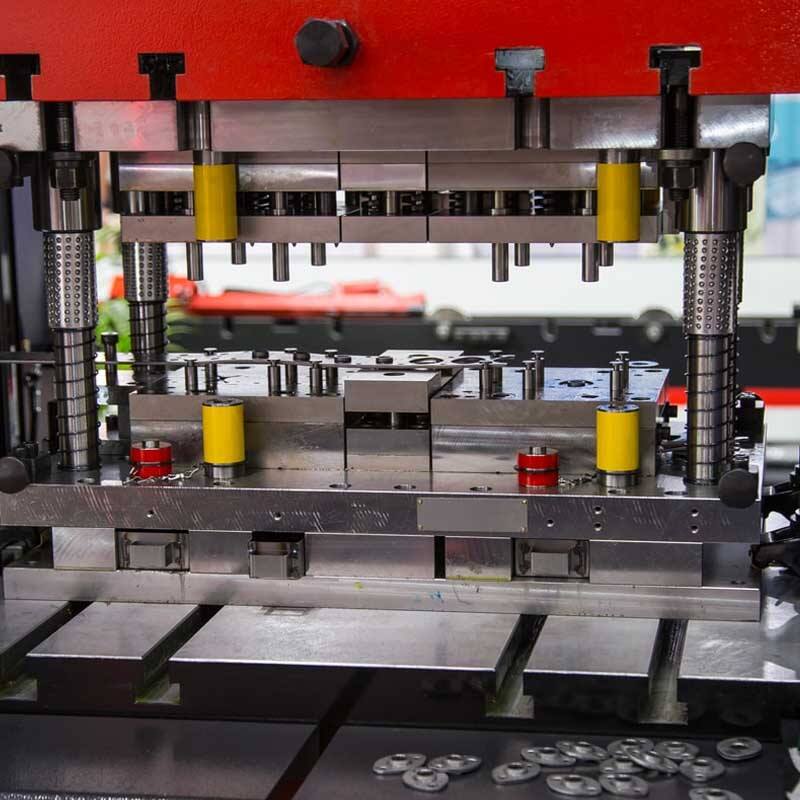
यो प्रक्रिया एक ही कदममा धातु प्लेटलाई छाप्न र काट्न एक साथ गर्दछ, जसले प्रसेस गर्ने दक्षतालाई ठूलो प्रमाणमा बढाउँदछ।
यो प्रक्रिया मेटल को शीटमा छेदहरू बनाउनको लागि हो र यसले मेटल को शीटमा नियमित छेदहरू वा पैटर्नहरूको एक श्रृंखला बनाउन सक्दछ।
घूम्ने मोल्डहरूमा मेटल शीट लगाउन र दबावपत्तिमा इन्हालाई कामन आकारमा आकार दिन।








शीट मेटल स्टँपिङ्गमा प्रयोग गरिने सामग्रीहरू सामान्यतया उत्कृष्ट प्लास्टिसिटी र शक्तिमा सुस्तै भएका हुन्, र दबावमा आदर्श विकृति उत्पादन गर्दछन् जसले टूट्दैन वा गम्भीर खराबीहरू उत्पन्न गर्दैन। स्टारवे शीट मेटल स्टँपिङ्ग प्रक्रिया सामग्रीहरू र त्योहरूका विशेषताहरू।

तल बिस्मुट स्टीलको कार्बन प्रमाण आमतै ०.०५% र ०.२५% बीचमा हुन्छ, जसले रामबारीमा उत्कृष्ट, मात्र सामर्थ्यमा, उत्कृष्ट मोडेलिङ्ग प्रदर्शनमा र सस्तो प्रसंस्करण खर्चमा विशेषज्ञता प्रदान गर्दछ। तल बिस्मुट स्टील सस्तो मूल्य र सहज प्रेसिङ्गको कारणले ऑटोमोबाइल शरीर, घरेलु उपकरण कवर, र निर्माण धातु भागहरूमा व्यापक रूपमा उपयोग गरिन्छ।

अर्द्ध-फेरोस अस्टेनाइटिक स्टेनलेस स्टील उत्कृष्ट धावन रोधकता, उच्च बल, र कठोरताका लागि जाना जान्छ, जसले उच्च तापमा पनि रामबारी प्रदर्शन गर्दछ। सामान्य प्रकारहरूमा ३०४ र ३१६ छन्। यो रसोइघरका सामग्री, चिकित्सा सामग्री, र निर्माण घटक बनाउनको लागि उपयुक्त छ। तर, यसको केही दोष पनि छन्: प्रसंस्करण दरम्यान कार्यात्मक कठोरता घटना लागि सक्छ, जसले थप्पा खराब हुन सक्छ र मशीनिङ्ग मुस्किल हुन सक्छ।

अल्युमिनियम र त्यसका मिश्रणहरू हल्को भारको, उत्तम थर्मल र विद्युतीय चालनको, र उत्तम धातु प्रतिरोधकता प्रदान गर्छ। सामान्य प्रकारहरूमा 6061, 5052, र 7075 आउँछ। यो अक्सर वायु-अंतरिक्ष घटकहरू, ऑटोमोबाइल बॉडी पेनलहरू, र इलेक्ट्रॉनिक उत्पादन कोषहरू बनाउन ब्रिक्स। तथापि, यी केही दुर्गमताहरू पनि छन्: कम डर्डनेस, आसानी साथ स्क्रैच हुने, र मोल्ड डिझाइनको लागि उच्च आवश्यकताहरू।

एक गैल्वेनाइज्ड स्टील प्लेटमा साधारण स्टीलमा जिंकको कोटिंग गरिएको छ जसले धातु प्रतिरोधकता मेलाउँछ र एक लेवल सतह बनाउँछ। यो बाहिरी उपकरणहरू, पाइपलाइनहरू, र संरचनात्मक निर्माणमा अक्सर प्रयोग गरिन्छ। तथापि, कोटिंग प्रसेसमा नुकसान पर्न सक्छ, जसले त्यसको धातु प्रतिरोधकता गुणहरूलाई प्रभावित गर्न सक्छ।

तांबा र त्यसका मिश्रणहरू, जस्तै कि पीतल र ब्रोंज, त्यनीहरूले उत्कृष्ट विद्युत र थर्मल चालनशीलता, संद्यानिरोधकता, र राम्रो प्लास्टिसिटीको लागि प्रसिद्ध छन्, जसले त्याहाँलाई दबाउन र आकार दिन पर्दछ। यसलाई इलेक्ट्रानिक पट्टिहरू, संचार सामग्रीहरू र सज्जापट्टीमा उपयोग गरिन्छ। तर, यसलाई केही दुर्बलताहरू पनि छन्, जस्तै कि उच्च खर्च र ऑक्सीड हुने र रङ बदल्ने।

विशिष्ट रासायनिक संgh र यांत्रिक गुणहरू भएको स्टील, उच्च शक्तिको भागहरू र सहनशील घटकहरू निर्माण गर्नका लागि उपयुक्त छ। तर, यो अधिक खर्च भइरहेको छ र प्रसेस गर्न अधिक कठिन हुन सक्छ।
पतलो धातुको स्टेम्पिंग प्रक्रियामा, सही सामग्री चयन गर्न अत्यधिक महत्वपूर्ण छ, Starwayले सुझाव दिन्छ कि यदि तपाईंलाई पतलो धातुको स्टेम्पिंग प्रक्रिया गर्न चाहिएको छ भने तलको पहिचाहरूलाई ध्यानमा राख्नु पर्दछ:
सामग्रीको प्लास्टिसिटी: सामग्रीलाई स्टेम्पिंग प्रक्रियामा तोड्दैन भन्दा रूपान्तरण गर्नका लागि राम्रो प्लास्टिसिटी हुनु पर्दछ।
2. शक्ति र कठोरता: चयनित सामग्रीको शक्तिले उत्पादको उपयोग वातावरणमा योग्य हुनु पर्छ; अधिक शक्तिले मोल्डको पहिरो र मशीनिंग कठिनता बढाउन सक्छ।
3. ग्रसण प्रतिरोध: ग्रसण प्रतिरोधको आवश्यकताहरूका लागि, ग्रसण प्रतिरोधी सामग्रीहरू, जस्तै स्टेनलेस स्टील, एल्युमिनियम एलायन्स वा गैल्वनाइज्ड स्टील आमतौरमा चयन गरिन्छ।
4. अर्थतन्त्रिक: सामग्रीको खर्च पनि चयनमा महत्वपूर्ण ठूल हो, गुणस्तरको आवश्यकताहरूको आधारमा, कोस्ट-इफेक्टिभ सामग्री चयन गर्न साधन गर्नुहोस्।
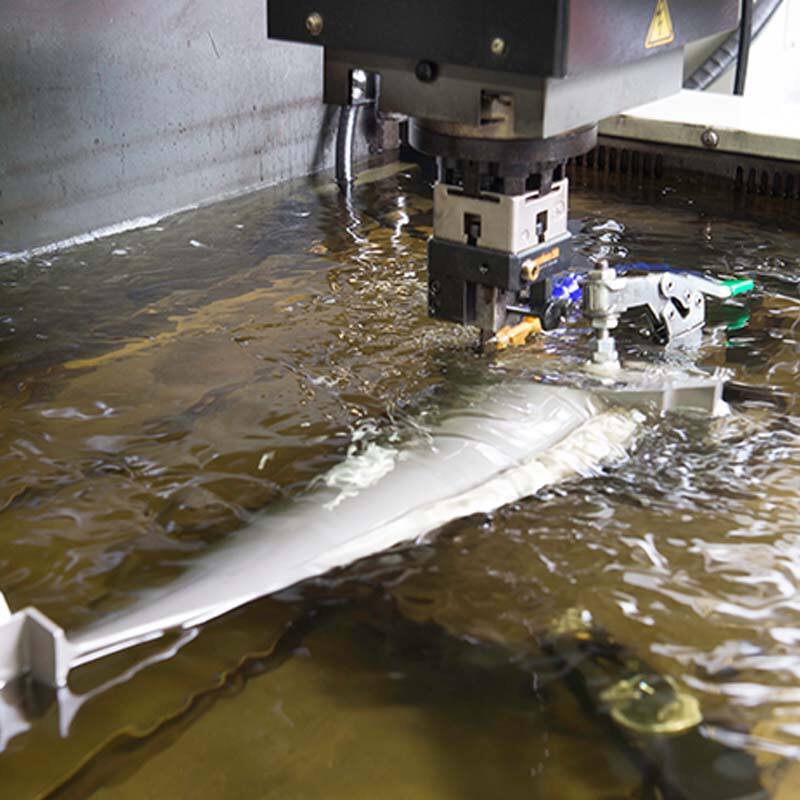
अधिकांश शीट मेटल सामग्री प्रकारहरूलाई स्टँपिङ वा लेजर काट्नु तकनीकहरू प्रयोग गरेर काट्न सकिन्छ, तर मोटाइको रेंज भिन्न हुन्छ। सामग्रीबाट आउने नुकसान पनि भिन्न छ, कृपया तलको सूचीमा रेफरन्स गर्नुहोस्:
| एल्युमिनियम 5052-H32: | मोटाइ ०.०४० इं.-०.२५० इं. (१.०१६म्म-६.३५म्म) |
| एल्युमिनियम ६०६१-टी६५१: | मोटाइ ०.०४० इं.-०.२५० इं. (१.०१६म्म-६.३५म्म) |
| एल्युमिनियम ६०६१ | प्रोफाइल/परिधि पंच कर्मका लागि उपयुक्त छ, तर ढालिएको विशेषताहरूका लागि योग्य छैन। |
| निम्न कार्बन स्टील CR १००८: | मोटाइ ०.०३६ इं.-०.११९ इं. (०.९१४म्म- ३.०२३म्म) |
| CR गैलवनाइज्ड: | मोटाइ ०.०३६ इं.-०.११९ इं. (०.९१४म्म- ३.०२३म्म) |
| CR गैल्वनील्ड: | मोटाइ ०.०३६ इं.-०.११९ इं. (०.९१४म्म- ३.०२३म्म) |
| तांबा C101, C110: | मोटाई ०.०४० इं.-०.१२५ इं. (१.०१६मिमी-३.१७५मिमी) |
| पीतल C260: | मोटाई ०.०४० इं.-०.१२५ इं. (१.०१६मिमी-३.१७५मिमी) |
| रजत तांबा 304/304L, 316/316L: | मोटाई ०.०३६ इं.-०.०७४ इं. (०.९१४मिमी-१.८८मिमी) |

ग्राइन्डिङ र पोलिशिङ के तकनीकहरू प्रयोग गरेर मेटल सतहको चालु र रूपलाई सुधार्ने।

इलेक्ट्रोप्लेटिङ, गैल्वेनाइजिङ, क्रोमियम प्लेटिङ आदि, मेटल सतहमा अर्को मेटल वा एलाय हल्न सकिन्छ जसले त्यसको गुणहरू वा रूपलाई सुधार्दछ।

स्प्रे पेन्टिङ तकनीक प्रयोग गरेर सुरक्षात्मक वा सज्जा गर्ने कोटिङ लगाउने।

मेटलको संरचना र गुणहरूलाई गर्म र ठण्डा गरेर परिवर्तन दिने, जस्तै कि डिब्बामा ठण्डा गर्न, मिठाउने आदि।

मेटलको संरचना र गुणहरूलाई गर्म र ठण्डा गरेर परिवर्तन दिने, जस्तै कि डिब्बामा ठण्डा गर्न, मिठाउने आदि।





