आप इस क्षेत्र में अपने डिजाइन डॉक्यूमेंट या मशीनीकरण की मांगें अपलोड कर सकते हैं ताकि तात्कालिक कीमत, डिलीवरी समय और शिपिंग समय देख सकें, जिसके बाद पेशेवर इंजीनियर आपसे फीडबैक करेंगे। Starway में दर्दों सहित कई मशीनीकरण प्रक्रियाएं हैं, जिनमें CNC मशीनीकरण, मेटल वेल्डिंग, शीट कटिंग और इन्जेक्शन मोल्डिंग शामिल हैं, Starway कारखाना आपको एक-स्टॉप सहायक मशीनीकरण समाधान प्रदान कर सकता है।
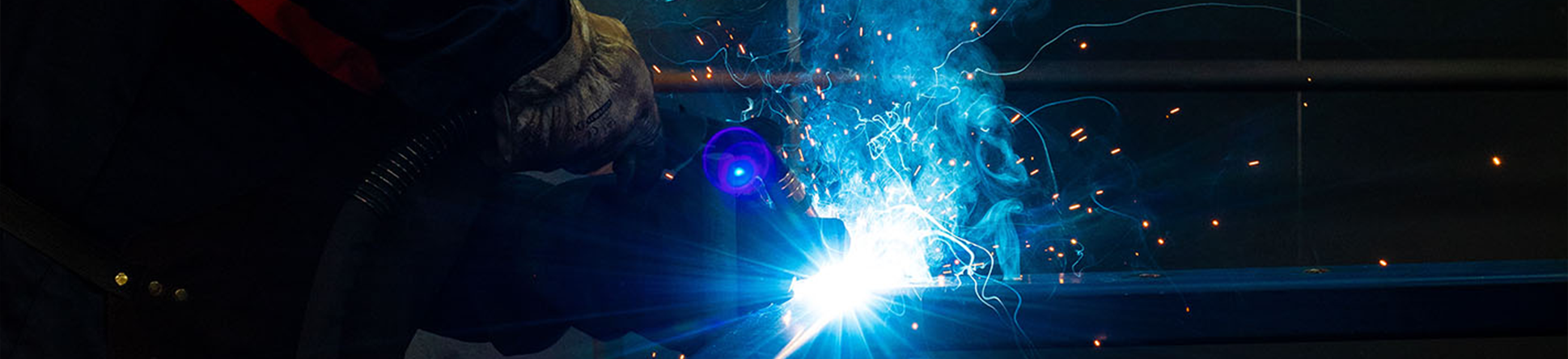
शीट मेटल वेल्डिंग तप्त तापमान या दबाव का उपयोग करके पतले मेटल शीट को एकसाथ जोड़ने की कला है, और यह जटिल मेटल संरचनाओं और घटकों को बनाने के लिए अक्सर उपयोग की जाती है। वेल्डिंग के दौरान, कार्य खण्ड को पिघलने वाले बिंदु तक गर्म किया जाता है जिससे पिघला हुआ ताप का बाद में ठंडे होने पर वेल्ड में ठोस हो जाता है।
शीट मेटल की पतली मोटाई के कारण, वेल्डिंग विधि को मामूली मोटाई, वेल्डिंग शक्ति और रूपरेखा जैसे कारकों को ध्यान में रखना पड़ता है। शीट मेटल वेल्डिंग का उपयोग कार, विमानन, निर्माण और घरेलू उपकरण आदि उद्योगों में बहुत किया जाता है। वेल्डिंग के अलावा, शीट मेटल कनेक्शन विधियों में रिवेटिंग, बांधने और थ्रेडिंग शामिल हैं। शीट मेटल वेल्डिंग उत्पाद इंजीनियरों को व्यक्तिगत मेटल भागों को जटिल कार्यात्मक संरचनाओं में जोड़ने की सुविधा देती है।
स्टारवे विभिन्न मेटल सामग्रियों के लिए छाँटी हुई वेल्डिंग उत्पाद उत्पादन में विशेषज्ञता रखता है। हमारे वेल्डिंग प्रकारों में शामिल हैं परन्तु इनसे सीमित नहीं हैं: आर्क वेल्डिंग, प्रतिरोध वेल्डिंग, लेज़र वेल्डिंग, प्लाज़्मा वेल्डिंग, गैस वेल्डिंग, घर्षण वेल्डिंग, अल्ट्रासोनिक वेल्डिंग, आदि। हम अपने क्षेत्र में सबसे प्रतिस्पर्धी अग्रिम समय (lead times) प्रदान करने पर गर्व करते हैं, जो आमतौर पर 3 से 7 दिन के बीच होता है। यदि आपको हमारी मेटल वेल्डिंग सेवाओं की आवश्यकता है [यहां क्लिक करें ताकि अनुदान प्राप्त करें]
Starway कारखाने में कई अनुभवी वेल्डिंग मास्टर हैं, जिनमें से प्रत्येक फिश स्केल वेल्डिंग, बट वेल्डिंग, फिलेट वेल्डिंग, प्लग वेल्डिंग, लैप वेल्डिंग, सरफेसिंग वेल्डिंग, स्पॉट वेल्डिंग, गैस शिल्डेड वेल्डिंग, सीम वेल्डिंग, वेल्ड पूल वेल्डिंग और अन्य वेल्डिंग प्रक्रियाओं सहित वेल्डिंग प्रक्रियाएं प्रदान कर सकते हैं, प्रत्येक वेल्डिंग प्रक्रिया के अपने विशेषताएं और अनुप्रयोग हैं, विशिष्ट चयन सामग्री की मोटाई, जोड़ी के रूप और आवश्यक ताकत और दिखाई देने वाली मांगों पर निर्भर करता है। 11 साल के उद्योग अनुभव के साथ, हमारे इंजीनियर और बिक्री कर्मचारी हर मेटल स्टैम्पिंग परियोजना की समीक्षा करते हैं और हाथ से अनुदान देते हैं। यह व्यक्तिगत दृष्टिकोण यह सुनिश्चित करता है कि हम आपकी विशिष्ट बनाई हुई जरूरतों को पूरा करते हैं जबकि वेल्डिंग प्रक्रिया के बारे में मूल्यवान जानकारी प्रदान करते हैं। अगले अनुच्छेद में वेल्डिंग और हमारे मुख्य कार्यों के बारे में अतिरिक्त जानकारी पाएंगे।
सिद्धांत: तार और कार्य पiece के बीच आर्क के माध्यम से गर्मी उत्पन्न करें, तार को पिघलाएं और वेल्ड को भरें। MIG एक निष्क्रिय गैस (जैसे आर्गन) का उपयोग करके वेल्डिंग क्षेत्र को सुरक्षित करता है, जबकि MAG एक सक्रिय गैस (जैसे कार्बन डाइऑक्साइड या गैसों का मिश्रण) का उपयोग करता है। विशेषताएं: विभिन्न सामग्रियों को वेल्ड करने के लिए उपयुक्त, जैसे स्टेनलेस स्टील, एल्यूमिनियम, कार्बन स्टील आदि। तेज वेल्डिंग गति, बड़े पैमाने पर उत्पादन के लिए उपयुक्त। चालू वेल्ड, कम फिसलन, पोस्ट-प्रोसेसिंग कम करता है। अनुप्रयोग: कार निर्माण, शीट संरचना और औद्योगिक उपकरण निर्माण में व्यापक रूप से उपयोग किया जाता है।
सिद्धांत: टंग्स्टन इलेक्ट्रोड का उपयोग एक चाप उत्पन्न करने के लिए किया जाता है जो चादर धातु और फिलर धातु को पिघलाता है, जबकि एक अजीवन गैस (जैसे आर्गन) वेल्ड को सुरक्षित रखती है और ऑक्सीकरण से बचाती है। विशेषताएँ: उच्च वेल्डिंग गुणवत्ता, सूक्ष्म वेल्डिंग के लिए उपयुक्त। यह विभिन्न धातुओं को वेल्ड करने की क्षमता रखता है, जिसमें एल्यूमिनियम, मैग्नीशियम और स्टेनलेस स्टील शामिल हैं। लचीली संचालन, चादर और जटिल आकार के कार्य कुंडलिका के लिए उपयुक्त। अनुप्रयोग: उच्च सटीकता के साथ वेल्डिंग के लिए, जैसे मेडिकल उपकरणों और स्टेनलेस स्टील उत्पाद।
सिद्धांत: इलेक्ट्रोड के माध्यम से विद्युत प्रवाह दो संपीड़ित चादर धातु भागों में पारित किया जाता है, और प्रतिरोध द्वारा उत्पन्न ऊष्मा का उपयोग स्थानीय पिघलने के लिए किया जाता है, ताकि वे एक साथ जुड़ जाएँ। विशेषताएँ: पतली धातु की चादर वाल्डिंग के लिए उपयुक्त, सोल्डर जोड़ छोटा और मजबूत होता है। कोई भर्ती सामग्री आवश्यक नहीं है, उच्च वाल्डिंग क्षमता। बड़े पैमाने पर उत्पादन में लागू, उच्च स्तर की स्वचालितता। अनुप्रयोग: कार निर्माण, घरेलू उद्योग और चादर को जोड़ने में मुख्य रूप से उपयोग किया जाता है।
सिद्धांत: उच्च-ऊर्जा लेज़र किरण का उपयोग चादर धातु पर प्रकाश विकिरण करने के लिए किया जाता है, ताकि तात्कालिक ऊष्मा से धातु पिघल जाए और एक वाल्ड बन जाए। विशेषताएँ: संकर वाल्ड, छोटा गर्मी प्रभावित क्षेत्र, कम विकृति। उच्च गति, सटीक वाल्डिंग, सूक्ष्म कार्य करने के लिए उपयुक्त। अवश्य धातुओं (जैसे एल्यूमिनियम, स्टेनलेस स्टील) के लिए अच्छा प्रभाव। अनुप्रयोग: उच्च-शुद्धता और उच्च-शक्ति वाल्डिंग की आवश्यकता के लिए उपयोग किया जाता है, जैसे इलेक्ट्रॉनिक उपकरण, सटीक यांत्रिक भाग और इसी तरह।
सिद्धांत: एसिटिलीन और ऑक्सीजन के ज्वलन से उत्पन्न उच्च-तापमान फ्लेम का उपयोग मिट्टी को पिघलाने के लिए वेल्डिंग के लिए किया जाता है। विशेषताएं: सामग्री सरल है और कम लागत और कम आवश्यकता वाले वेल्डिंग कार्यों के लिए उपयुक्त है। पतली शीट और छोटे भागों की मरम्मत और वेल्डिंग के लिए उपयुक्त है। अनुप्रयोग: पतले धातु की मरम्मत और छोटे हाथ से वेल्डिंग के अवसरों में अक्सर उपयोग किया जाता है।
सिद्धांत: प्लाज्मा आर्क वेल्डिंग का उपयोग करना, ऊर्जा केंद्रित करना, संकीर्ण वेल्ड और उच्च शुद्धता। विशेषताएं: छोटा गर्म प्रभावित क्षेत्र, उच्च शुद्धता और मोटी धातु के वेल्डिंग के लिए उपयुक्त। उच्च ताकत के एल्यूमिनियम और गर्मी प्रतिरोधी सामग्रियों को वेल्ड करने में सक्षम। अनुप्रयोग: बड़े यांत्रिक सामान या बड़े वेल्डिंग बिंदुओं पर लागू किया जाता है।
|
स्टील |
एल्यूमिनियम |
ताँबा |
स्टेनलेस स्टील |
|
1075 स्प्रिंग स्टील, एनील्ड
|
एल्यूमिनियम 2024-T3
|
कॉपर 101, H00 से H01
|
स्टेनलेस स्टील 17-4 PH, एनिल्ड
|
|
1075 स्प्रिंग स्टील, ब्लू टेम्पर्ड
|
एल्यूमिनियम 5052 H32
|
कॉपर 110, एनिल्ड
|
स्टेनलेस स्टील 17-7 शिम, हार्डन्ड
|
|
1095 स्प्रिंग स्टील, एनिल्ड
|
एल्यूमिनियम 6061 T6
|
कॉपर 110, H01
|
स्टेनलेस स्टील 301, स्प्रिंग टेम्पर
|
|
1095 स्प्रिंग स्टील, नीले रंग से टेम्पर किया गया
|
एल्यूमिनियम 7075 T6
|
कॉपर 110, H02
|
स्टेनलेस स्टील 304
|
|
4130 क्रोम-मॉली स्टील, एनील्ड
|
एल्यूमिनियम MIC6
|
बेअरिंग ब्रोंज 932 M07
|
स्टेनलेस स्टील 304 शिम, हार्डन्ड
|
|
AR400 स्टील, हार्डन्ड
|
|
ब्रैस 260
|
स्टेनलेस स्टील 304, #4 ब्रश किया गया
|
|
AR500 स्टील, हार्डन किया गया
|
|
ब्रैस 353 H02
|
स्टेनलेस स्टील 316
|
|
हॉट रोल्ड स्टील 1045
|
|
ब्रैस 464 H01
|
स्टेनलेस स्टील 410, एनिल्ड
|
|
हॉट रोल्ड स्टील A569/ASTM A1011
|
|
ब्रोंज 220 H02
|
स्टेनलेस स्टील 430, #3 ब्रश किया गया
|
|
स्टील 1008, जिंक-गैल्वनाइज़्ड
|
|
कांस्य 510 H08 (स्प्रिंग)
|
रजताभ इस्पात 440C
|
|
इस्पात 1018
|
|
सिलिकॉन कांस्य 655
|
रजताभ इस्पात CPM 154
|
|
इस्पात 4140, कठोरीकृत
|
|
|
रजताभ इस्पात S30V, अन्नेर्ड
|
|
इस्पात 80CRV2
|
|
|
|
|
इस्पात A36
|
|
|
|
|
इस्पात A36, पिकल्ड और तेल से मिश्रित
|
|
|
|
|
इस्पात A366\/1008
|
|
|
|
Name |
सामग्री |
रंग |
बनावट |
मोटाई |
|
एनोडाइजिंग |
एल्यूमिनियम |
स्पष्ट, काला, ग्रे, लाल, नीला, सोना। |
चिकना, मैट फिनिश। |
पतला झिल्ली: 5-20 μm कड़ा एनोडिक ऑक्साइड फिल्म: 60-200 μm |
|
बीड़ ब्लस्टिंग |
एल्यूमिनियम, ब्रैस, स्टेनलेस स्टील, स्टील |
कोई नहीं |
मैट |
0.3mm-6mm |
|
पाउडर कोटिंग |
एल्यूमिनियम, ब्रैस, स्टेनलेस स्टील, स्टील |
काला, कोई भी RAL कोड या पैंटन संख्या |
ग्लोस या सॉफ्ट-ग्लोस |
5052 एल्यूमिनियम 0.063"-0.500" 6061 एल्यूमिनियम 0.063"-0.500" 7075 एल्यूमिनियम 0.125"-0.250" मिल्ड स्टील 0.048"-0.500" 4130 क्रोमोली स्टील 0.050"-0.250" स्टेनलेस स्टील 0.048"-0.500" |
|
इलेक्ट्रोप्लेटिंग |
एल्यूमिनियम, ब्रैस, स्टेनलेस स्टील, स्टील |
अलग-अलग होता है |
चिकना, चमकदार फिनिश |
30-500 μin |
|
चमकाना |
एल्यूमिनियम, ब्रैस, स्टेनलेस स्टील, स्टील |
एन/ए |
चमकदार |
एन/ए |
|
ब्रशिंग |
एल्यूमिनियम, ब्रैस, स्टेनलेस स्टील, स्टील |
अलग-अलग होता है |
सैटिन |
एन/ए |
|
सिल्कस्क्रीन प्रिंटिंग |
एल्यूमिनियम, ब्रैस, स्टेनलेस स्टील, स्टील |
एन/ए |
एन/ए |
1 μm |
|
निष्क्रियता |
स्टेनलेस स्टील |
कोई नहीं |
अपरिवर्तित |
5μm-25μm |
वेल्डिंग प्रक्रिया सामान्यतः उच्च तापमान पर की जाती है, ताकि धातु कार्य खंड आंशिक रूप से पिघल जाए और वेल्डिंग भाग से जुड़ जाए और फिर ठंडा होकर एक मजबूत जोड़ बनाए।
जिसमें गैस शिल्डेड वेल्डिंग, स्पॉट वेल्डिंग, लेज़र वेल्डिंग आदि शामिल हैं, विभिन्न वेल्डिंग विधियाँ पदार्थ और मोटाई के लिए भी बहुत अलग-अलग होती हैं।
वेल्ड किया गया जोड़ आमतौर पर उच्च ताकत रखता है, जो सामान्यतः कच्चे पदार्थ की ताकत के बराबर या इससे भी अधिक होती है।
वेल्डिंग धातु की सतह पर एक ताप प्रभावित क्षेत्र बना सकती है, जहाँ पदार्थ के बदलाव हो सकते हैं, जो ताकत और जीवनशीलता पर प्रभाव डालते हैं।
वेल्डिंग की गुणवत्ता केवल मजबूत होनी चाहिए, बल्कि उत्पाद की छवि और सहनशीलता के अंतर्गत विशिष्ट जरूएं पूरी करनी चाहिए।
उत्पाद को चाकू से मिलाने के बाद, चाकू से मिलाया गया जोड़ एक एकीकृत संरचना बनाता है, जो उच्च ताकत और जटिल सुविधाओं के लिए उपयुक्त है।
अन्य कनेक्शन विधियों की तुलना में, चाकू से मिलाने की प्रक्रिया सामग्री का अतिरिक्त अपशिष्ट नहीं उत्पन्न करती है।
विभिन्न धातु सामग्रियों और उनके तत्वों में प्रयोग किया जा सकता है, इसका व्यापक रूप से लोहा, एल्यूमिनियम, स्टेनलेस स्टील और अन्य धातुओं के जोड़ने में प्रयोग किया जाता है।
चाकू से मिलान विभिन्न आकार और आकर्षणों के कार्यकलापों के लिए उपयुक्त है, और बड़े या स्थानिक क्षेत्रों को जोड़ा जा सकता है।
अन्य कनेक्शन विधियों की तुलना में, जैसे कि रिवेटिंग या थ्रेडिंग, चाकू से मिलान में कम उपकरण और सामग्री की लागत होती है और उत्पादन की दक्षता अधिक होती है।
एक तत्काल अनुमान प्राप्त करने के लिए (जिसमें STEP, STP, SLDPRT, DXF, IPT, PRT, या SAT प्रारूप शामिल हैं) को 3D CAD फाइल अपलोड करके हमारे तत्काल अनुमान इंजन के माध्यम से।
वेल्डिंग की गुणवत्ता और उत्पाद प्रदर्शन के लिए सही पदार्थ चुनना बहुत महत्वपूर्ण है। निम्नलिखित में कई सामान्यतया उपयोग किए जाने वाले मेटल वेल्डिंग पदार्थों का परिचय दिया गया है:
विशेषताएं:
इसमें क्रोमियम होता है और यह ऑक्सीकरण और संक्षारण से बचाव करता है।
उच्च ताकत, अच्छी कठोरता, संरचना के लिए उच्च ताकत और ड्यूरेबिलिटी के लिए उपयुक्त है।
लाभ:
ज्यादा प्रतिरोध का संबंधित जलीय या धातु के वातावरण के लिए उपयुक्त है।
अच्छी वेल्डिंग क्षमता, विभिन्न प्रकार की वेल्डिंग प्रक्रियाओं के लिए उपयुक्त है, जैसे MIG वेल्डिंग, TIG वेल्डिंग।
सुन्दर, सतह प्रक्रिया में अच्छा दिखावा है।
विशेषताएं:
उच्च कार्बन सामग्री, शक्ति और कठोरता कार्बन सामग्री के साथ बढ़ती है।
यह अक्सर निर्माण और मशीन बनाने में उपयोग किया जाता है।
लाभ:
अच्छी वेल्डिंग क्षमता, विभिन्न प्रकार की वेल्डिंग प्रक्रियाओं के लिए उपयुक्त है।
कम लागत और आसानी से प्राप्त किया जा सकता है।
उच्च शक्ति, भारी संरचनाओं के लिए उपयुक्त है।
विशेषताएं:
हल्का धातु, कम घनत्व, हल्के निर्माण की आवश्यकताओं के लिए उपयुक्त है।
इसमें अच्छा विद्युत चालकता और संक्षारण प्रतिरोध है।
लाभ:
हल्का वजन, उड़ान और मोटर यान के लिए उपयुक्त है और अन्य क्षेत्रों में जहाँ वजन कम करने की मांग है।
अच्छा संक्षारण प्रतिरोध, बाहरी या आर्द्र पर्यावरण के लिए उपयुक्त।
वेल्डिंग के बाद सुंदर, चापला सतह।
विशेषताएं:
यह सबसे हल्की संरचनात्मक धातुओं में से एक है जिसमें अच्छा बल-वजन अनुपात है।
अच्छी भूकंप प्रदर्शन, अक्सर मोटर यान और विमान विज्ञान क्षेत्रों में इस्तेमाल किया जाता है।
लाभ:
हल्का वजन, उच्च बल वाले हल्के डिजाइन के लिए उपयुक्त।
उच्च ऊर्जा अवशोषण ऐसे अनुप्रयोगों के लिए जिनमें झटके का प्रतिरोध आवश्यक है।
विशेषताएं:
अच्छी विद्युत और ऊष्मा चालकता।
संदूषण प्रतिरोध, विशेष रूप से मारीन या उद्योगी पर्यावरण में।
लाभ:
विशिष्ट विद्युत और ऊष्मा चालकता, विद्युत और इलेक्ट्रॉनिक क्षेत्रों में वेल्डिंग के लिए उपयुक्त।
अच्छा संदूषण प्रतिरोध, संदूषण प्रतिरोध की आवश्यकता वाले संरचनाओं के लिए उपयुक्त।
विशेषताएं:
कम घनत्व, उच्च बल, विशिष्ट संदूषण प्रतिरोध।
उच्च गर्मी प्रतिरोध और ऑक्सीकरण प्रतिरोध है।
लाभ:
हल्के वजन और उच्च बल का संयोजन विमान और चिकित्सा उपकरण जैसे उच्च-मांग क्षेत्रों के लिए उपयुक्त है।
विशिष्ट संदूषण और गर्मी प्रतिरोध।
सारांश:
उच्च बल और संदूषण प्रतिरोध की आवश्यकता के साथ स्टेनलेस स्टील वेल्डिंग के लिए उपयुक्त है।
कार्बन स्टील को उच्च-शक्ति और लागत-संवेदनशील संरचनाओं के लिए उपयुक्त माना जाता है।
एल्यूमिनियम और एल्यूमिनियम एल्युमिनियम लाइटवेट डिजाइन के लिए उपयुक्त हैं, लेकिन वेल्डिंग को ऊष्मा नियंत्रण की आवश्यकता होती है।
मैग्नीशियम एल्युमिनियम लाइट और भूकंप-प्रतिरोधी हैं, लेकिन इसकी वेल्डिंग कठिन है।
कॉपर को विद्युत चालकता या धातु से प्रतिरोध के लिए उपयुक्त माना जाता है, लेकिन ऊष्मा चालकता वेल्डिंग को कठिन बना देती है।
टाइटेनियम एल्युमिनियम को उच्च शक्ति, धातु से प्रतिरोध और ऊष्मा प्रतिरोध के लिए उपयुक्त माना जाता है, लेकिन वेल्डिंग जटिल और महंगा होता है।
