
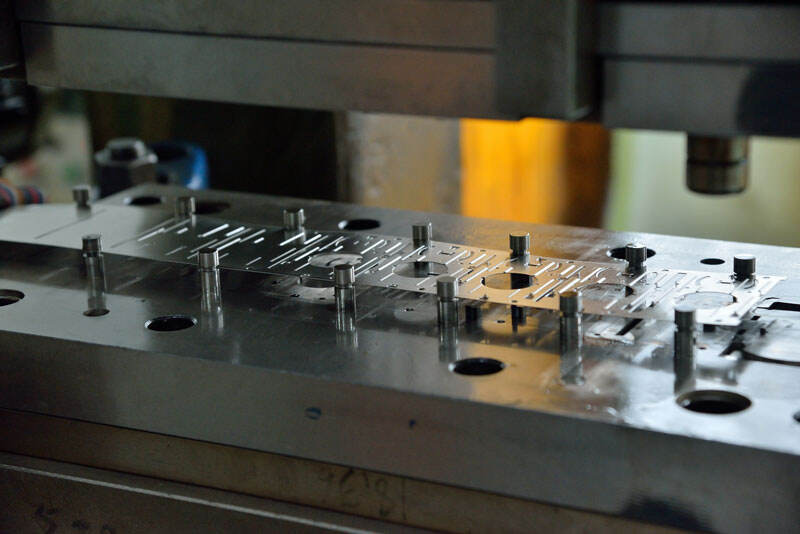
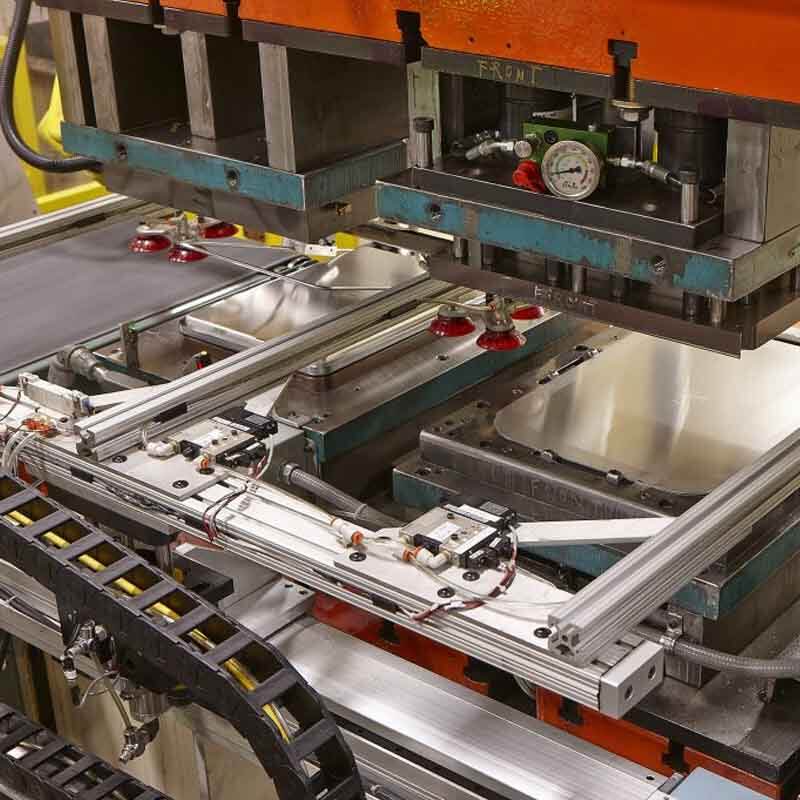
Штампаванне лістовага метала — гэта шырока выкарываная тэхнолагія перапрацоўкі метала ў промысловасці, дзе лістовы метал фармуюцца ў пажаданыя формы з дапамогай матрыц і пуноў. Гэтая працэс уключае накладванне ціскі на металічную пластку з дапамогай матрыцы на штампацый машине, што прыводзіць да пластычнай дэформацыі для атрымання прадстаўленай формы ці структуры. Штампаванне метала якрай ефектыўнае для масавага вытвору розных складаных частак.
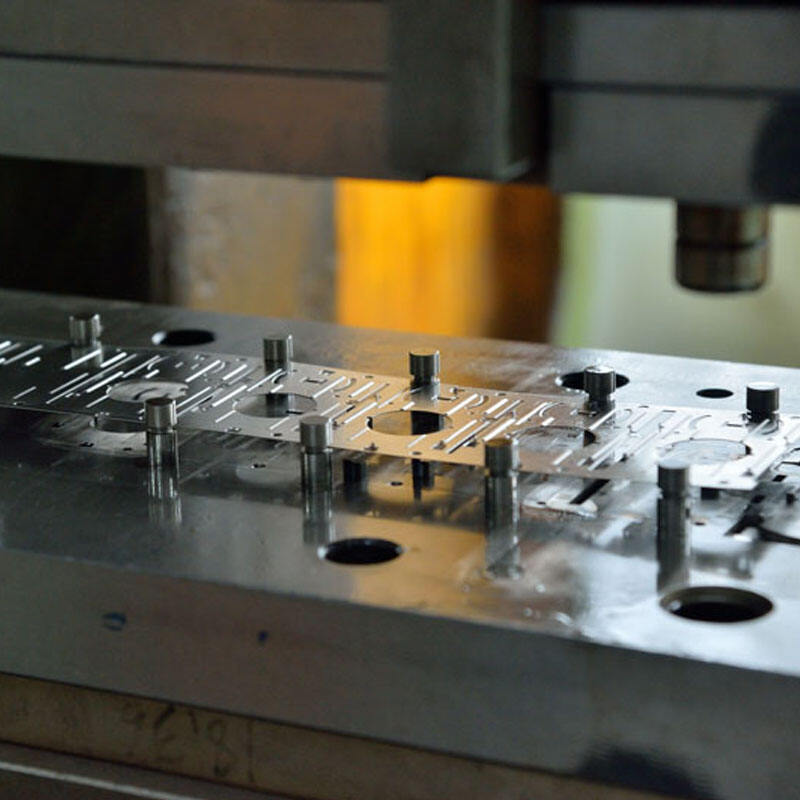
Як халадная фармуючае тэхнолагія, штампаванне лістовага метала сумеснае з рознымі матэрыяламі, уключынна нержавеючы стал, нізка- і вышынкауглеродны стал, алюміній, медь, спалучэнні мiedzi і алюмінію. Працэс штампаўкі часта аб'ядноўвае некалькі тэхнік рэза і фармавання — такіх як гнёт, штампаўка, выпуклае фармаванне і заварткі — каб эфектыўна ствараць складаныя часткі.
Штампаванне метала ўжыццёвай з дзяржавінай за хімію і паменшэннем патрабаванняў да інструменту, што перакладаецца на меншую час працы і ніжшыя касты абслугоўвання для штампа. Але адной з недастаткаў з'яўляецца вышэйшая пачатковая інвестыцыя для штампа. Калі патрабуецца змена дызайну падчас праўцы, замена формі можа быць складанай.
Starway спецыялізуецца ў вытворчымі назаказнымі часткамі штампаў з шырокага спектра матэрыялаў, уключна медзі, латуні, нераспадлівага жалеза, алюмінію і сплаваў жалеза. Нашы штамповыя часткі вытвораюцца з сувязнымі толькі тарыфамі. Мы гордымся тым, што прыніцаем некаторыя з самых конкурентаспасабных часоў чакання ў галіне, якія звычайна знаходзяцца ад 3 да 7 дзён. Калі вам патрабуюцца нашы сервісы штампавання метала,
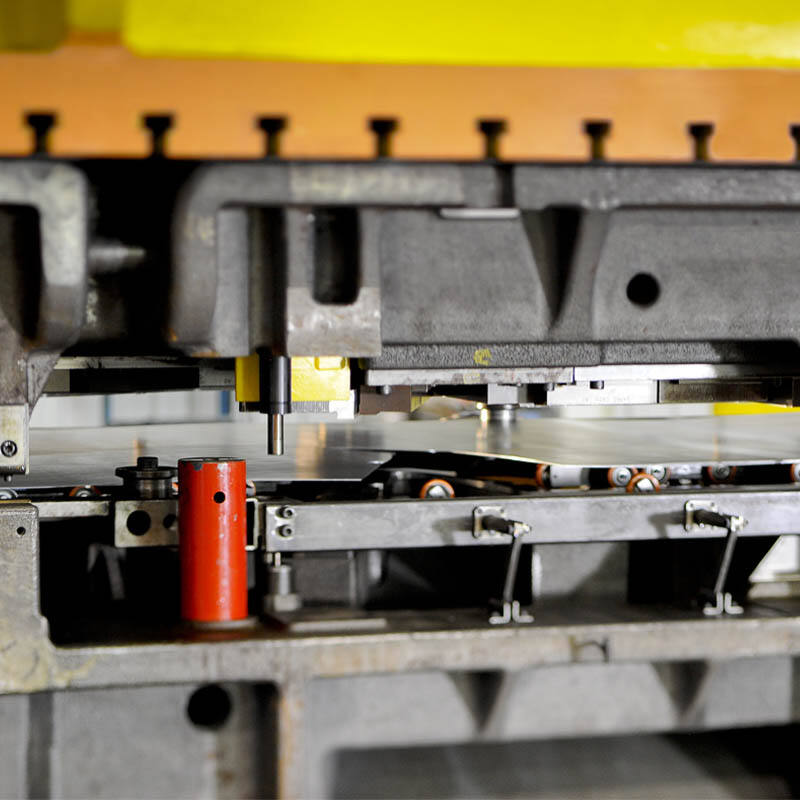
Мы эксплуатуем шырокі спектр прасавых машин з рознымі тонажамі, уключая 16 тон, 40 тон, 63 тон, 80 тон, 120 тон, 200 тон і 400 тон, што дазваляе нам задаволіць розныя патрабаванні ў вытворчасці. Гэтая гнуткасць дазваляе нам апрацоўваць праекты ад малых серый да масавага вытвору, абезпечваючы якасць і дакладнасць продуктаў. З 11 гадоў апыту ў промысле, нашы інжынеры і персанал аддзелу продажаў персональна перагледzą і рукаводна цэнгуje кожны праэкт металічнага прасавання. Гэты персаналізаваны падхад забяспечвае, каб мы задавалі вашы незвычайныя цэлі, прымаючы ўлік ценныя сведкі пра прасаванне. У наступным раздзеле вы знайдзеце дадатковую інфармацыю пра прасаванне і нашы галоўныя харастырыстыкі.
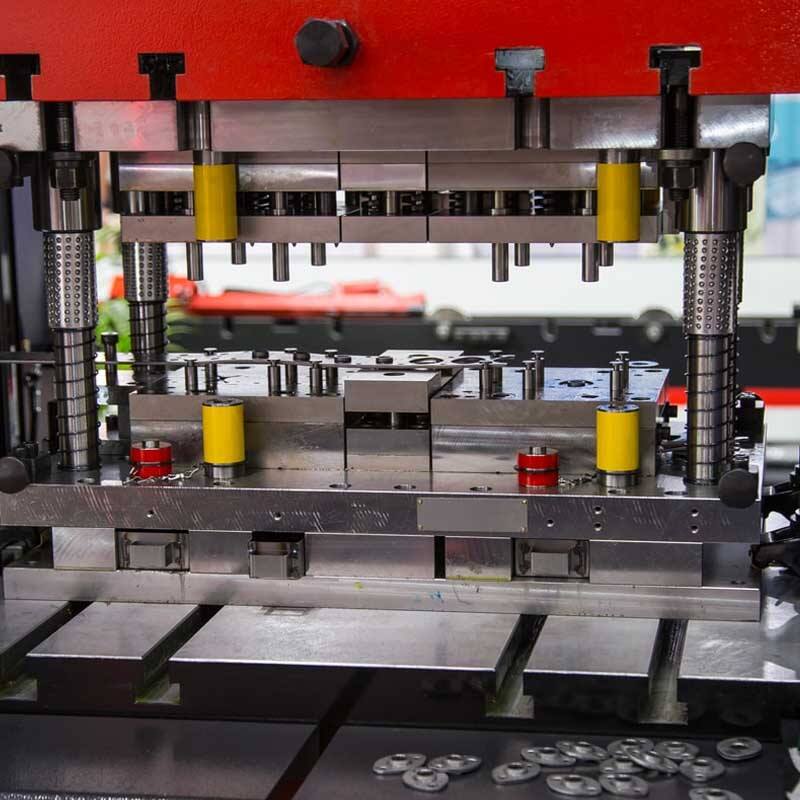
Прасавальны процес можа значна павялічыць эфектыўнасць за ўлік высокай хуткасці і масавага вытвору, асабліва для вялікага аб'ёму вытвору.
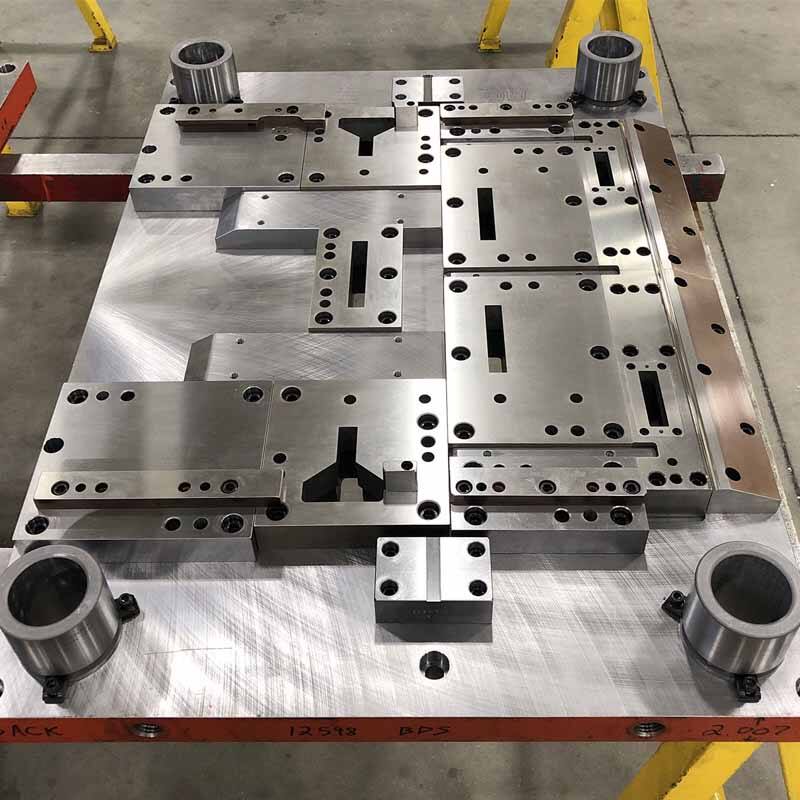
Дызайн і вырабатка штампа вызначаюць памерную дакладнасць і форму produkту, а штампаваны produkт звычайна мае вялікую памерную канстынэнцыю.
У працэсе штампаўвання загубы metallічных матэрыялаў мінімальныя, і пласты можна разрэзаць разумна, зменшыўшы адходы і зацэншыўшы сутычкі.
Можа перапрацоўваць розныя metallічныя матэрыялы, уключыўшы сталю, алюміній, медь, нераспадлівую сталю і інш., шырокі спектр застосаванняў.
Галоўная яго чарта ў тым, што ён можа эфектыўна перапрацоўваць metallічныя пласты ў розныя формы, такія як крыві, оболонкі, дэракі і інш. Гэты спосаб перапрацоўкі можа забяспечыць, каб перапрацаваныя produkты мелі высокую дакладнасць, гладкую паўерхню, стабільныя памеры і магчыма завяршыць вялікую колькасць праўдаў у кароткі час.
Штампаўванне лістаў неабходна ў масавым вытворчасці, зашчаджваючы час і сутычкі і павышаючы вытворчую ўдатнасць.
З-за выкарыстання лістовага метала ў працэсе штампаўкі выкарыстанне матэрыялаў ёсьць больш эфектывным і менш траціцца адходаў.
У масавым вытвору швидкасць абработкі аднаго элемента ў працэсе штампаўкі быстрая, падыходзіць для аперацый на канвayerнай лініі.
падыходзіць для розных металічных матэрыялаў і вugодстваў у vytaчак, шырокі спектр застосаванняў.
Пасля каб лістовы метал не пацягае сварачвання і складвання процесаў, яно можа уяўляць некаторыя недастаткі і якасныя праблемы, якія з'яўляюцца з-за сварачвання і складвання, і павялічваць няперарванасць і бяспеку продукта.
Атрымаць мгновенную цэнозную афіру шляхам загрузкі 3D CAD файлу (уключая STEP, STP, SLDPRT, DXF, IPT, PRT ці SAT фарматы) праз наш Мгновенны Энджайн Цэнаў.
Пачатковыя масіўныя металічныя сыр'ё выцінаюцца ў тую форму і памер, якія неабходныя для працэснай абработкі, што робіць абработку даступней.

Гэты працэс заключаецца ў тым, каб выдаліць дзіркі на лістовому металі па зададзеным памеры і цэнтавай форме штампа.

Лістовы метал згідаецца ў пажаданую форму па цэнтаўых патрабаваннях з выкарыстаннем спецыфічнага шаблона.
Металічныя лісты кладуцца ў спецыфічныя інструменты для лістовага метала, каб стварыць рыбкі ці выступы, якія адпавядаюць пажаданым цэнтаўым патрабаванням.
Працэс уключае послідоўнае прасаванне металічных лістаў у спецыфічныя шаблоны, каб стварыць глыбокія ці выступываючыя камеры для цэнтаўай абработкі і наступнай працэсі.
Гэты працэс складаецца ў тым, каб адночасова штампаваць і рэзать металічную пліту, што можа завяршыць некалькі аперацый за адзін крок, што значна павялічвае эфектыўнасць абработкі.
Гэты працэс заклікаецца ў тым, каб прайзякаваць дыры ў лістку метала і можа стварыць серыю правільных дыр або патэрніў на лістку метала.
Закріпленне лістоў метала на фармавальных формах і вытворэнне іх у бажаную форму пад ціскам.








Матэрыялы, якія звычайна выкарыстоўваюцца для штампацыі лістовага метала, маюць добрае пластычнасці і сілу, і можуць прыводзіць да ідэальнага деформавання пад ціскам без пераламу ці ўзникнення серыёзных недастаткаў. Матэрыялы і характарыстыкі працэсу штампацыі лістовага метала Starway.

Канцэнтрацыя карбона ў нізкакарбонавым сталі звычайна знаходзіцца ў дыяпазоне ад 0.05% да 0.25%, з дабрамі пластычнасцю, умеранай сілай, чынным формаваннем і нізкім сімкавым kosztам. У звязку з нізкім цанам і простаташтампацыі, нізкакарбонавая стал шырока выкарыстоўваецца ў кузовах автомобіляў, корпусах бытоўных апаратоў, металевых частках будаўніцтва і т.д.

Нерэдкасная сталена вядомая сваёй адмінай коразійнай апаранасцю, вышынай сілай і цвердзінай, а таксама дабрамі ўласцівасцямі ў вышынай температуры. Пашырэнныя тыпы уключаюць 304 і 316. Яна падыходзіць для вытвору кухоннага абсталявання, ле Карных прылад і архітэктарных кампанент. Але мае некаторыя недастаткі: пад час абароцкі можа адбыцца самапалепенне, што прыводзіць да шыльнее зачынення форм і больш складанага машынавання.

Алюміній і яго сплавы лёгкія, маюць дабру тэрмічную і электрычную провадымасць і вышынай коразійнай апаранасцю. Пашырэнныя тыпы уключаюць 6061, 5052 і 7075. Ён часта выкарыстоўваецца ў вытвору касмічных кампанентаў, карпусаў автамабільных панэль і электронных прылад. Але маюць некаторыя недастаткі: ніжшая цвердзіна, лёгка царае і вялікія жаданні да дызайн form.

Ліст галoganаванай сталі мае цынкавую аблогу на звычайнай сталі, каб павялічыць супрацоўнасць да корозіі і стварыць гладкую паўерхню. Яго часта выкарыстоўваюць у наземнай апаратуры, трубах і структурным будаванні. Праводзячы працэсы, аблога можа быць шкаджана, што можа ўзмацніць рыйск для яе супрацоўных ўласцівасцей.

Медзь і яе сплавы, такія як ліца і бронза, вядомыя сваімі чудовыми электральнай і тэрмічнай провадымасцю, супрацоўнасцю да корозіі і добрай пластычнасцю, што робіць іх лёгкімі для прасування і фармавання. Яны часта выкарыстоўваюцца ў вытворчасці электронных кампанентоў, камунікацыйнага абсталявання і дэкаратыўных прадметаў. Аднак у іх ёсць некаторыя недастаткі, уключая высоцыну кастанак і склоннасць да акислення і змены колера.

Сталь з спецыфічнымі хімічнымі складамі і механічнымі ўласцівасцямі, прыдатная для выработкі высоцкасільных частак і частак, адбыльных да зацёрвання. Праводзячы працэсы, яна склонная быць больш дражней і можа быць складнайшай для перапрацоўкі.
У працэсе штампаўкі тонкай сталей, выбар правільнага матэрыяла ўладае асабліва значэннем, Starway рэкамендуе, калі неабходна працэс штампаўкі тонкай сталей, разгледзець наступныя аспекты:
1. Пластычнасць матэрыяла: Матэрыял павінен мець добрае пластычнасць, каб змяняцца падчас працэсу штампаўкі без пераламу.
2. Сіла і твердасць: сіла выкананага матэрыяла павінна буць дапушчальнай для выкарыстання у працоўным серадовішчы; чрезмерная сіла можа павялічыць зношы і складнасці обработкі шаблона.
3. Карозыйная стойкасць: Для частак, якія патрабуюць карозыйнай стойкасці, звычайна выбіраюцца карозыйна-стойкія матэрыялы, такія як нерастаялая цыркун, алюмініевы сплав ці галужанае жалеза.
4. Эканомічная складова: Каштоўнасць матэрыяла таксама ёсьць важным фактарам у выбары, пад час задавальнення патрабаванняў да якасці, старайцеся выбіраць эканамічна адпаведныя матэрыялы.
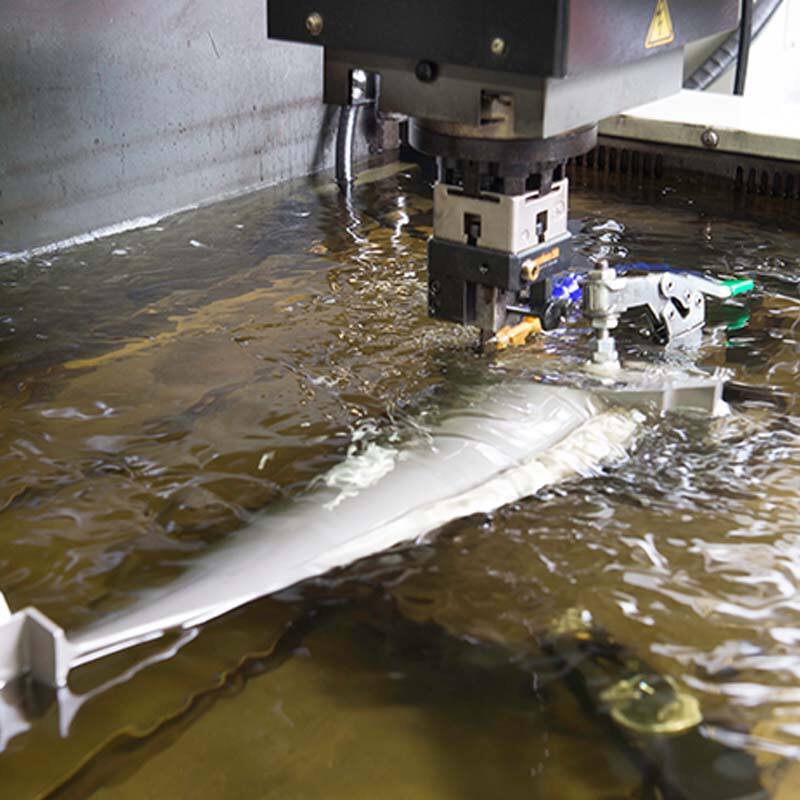
Большасьць тыпаў лістовых металічных матэрыялаў можна рэзаты за дапамогай штампівкі ці лазернага рэза, але дыяпазон ткацкости розны. Утраты, выкліканыя матэрыяламі, таксама розныя, зобрате ўвагу на наступны спіс:
| Алюміній 5052-H32: | ткацкость ад 0,040 дюйма да 0,250 дюйма (1,016 мм - 6,35 мм) |
| Алюміній 6061-T651: | ткацкость ад 0,040 дюйма да 0,250 дюйма (1,016 мм - 6,35 мм) |
| Алюміній 6061 | падыходзіць для перфарування прафілю/перыметру, але не падыходзіць для фармаваных элементаў. |
| Нізкауглеродны стал CR 1008: | цясткісці ад 0.036 дюйма-0.119 дюйма (0.914мм- 3.023мм) |
| CR Галаванзіраваны: | цясткісці ад 0.036 дюйма-0.119 дюйма (0.914мм- 3.023мм) |
| CR Галванеалы: | цясткісці ад 0.036 дюйма-0.119 дюйма (0.914мм- 3.023мм) |
| Медзь C101, C110: | цясткісці ад 0.040 дюйма-0.125 дюйма (1.016мм-3.175мм) |
| Латунь C260: | цясткісці ад 0.040 дюйма-0.125 дюйма (1.016мм-3.175мм) |
| Нераспушчальная цалёўка 304/304L, 316/316L: | цясткісці ад 0.036 дюйма-0.074 дюйма (0.914мм-1.88мм) |

Падзештурэнне гладкасці і выгляд усходняга метала праз тэхнікі шліфавання і поліравання.

Уключая электраўцінку, гальванізацыю, хромаванне і ін., наносячы другую metall або сплав на metallную паўерхню для падзешыць яго ўласцівасці ці выгляд.

Нанесенне захопных ці дэкоратыўных чароў з выкарыстаннем тэхнікі распылення.

Змена структуры і ўласцівасцей metallу шляхам нагрэвання і охладжэння, такія як квачэнне, вяртанне і ін.

Змена структуры і ўласцівасцей metallу шляхам нагрэвання і охладжэння, такія як квачэнне, вяртанне і ін.




