
Plattormsbearbetning är processen att formar, skära och sammansätta metallsidor till olika former och strukturer. Den involverar flera tekniker såsom skärning, böjning och svetsning, yttbehandling för att skapa färdiga produkter från plattormsmaterial. Plattorm, vanligtvis gjord av material som stål, aluminium eller koppar, används vidare i olika industrier för tillverkning av delar och komponenter till maskiner, fordon, elektronik och mer.
Starways online-tjänster för plåtslagning erbjuder en omfattande och effektiv lösning för att producera delar baserat på 3D-CAD-filer eller konstruktionsritningar. Starway erbjuder en mängd olika material, inklusive rostfritt stål, aluminium, messing, stål och rostfritt stål, och täcker flera tillverkningsprocesser som presning, skärande, böjning och svetsning. Våra tjänster omfattar också sammansättning, såsom installation av PEM-inserts, designförpackningsritningar och förpackningstjänster. Starway kan anpassa både småserier och massproduktion, och erbjuder konkurrenskraftiga anpassade priser för plåtslagning. Starway är dedikerade till att förverkliga din idé.





Starway är stolta över de centrala fördelarna som gör kundernas arbete enklare, snabbare och mer kostnadseffektivt.
Dedikerade serviceteams kommer att skapas för varje projekt. (Försäljningsteam + Försäljningsingenjörer.)
1. Designstöd: Erbjuder 3D-modellering, optimering och prototypering.
2. Materialval: Ger olika materialalternativ och anpassning.
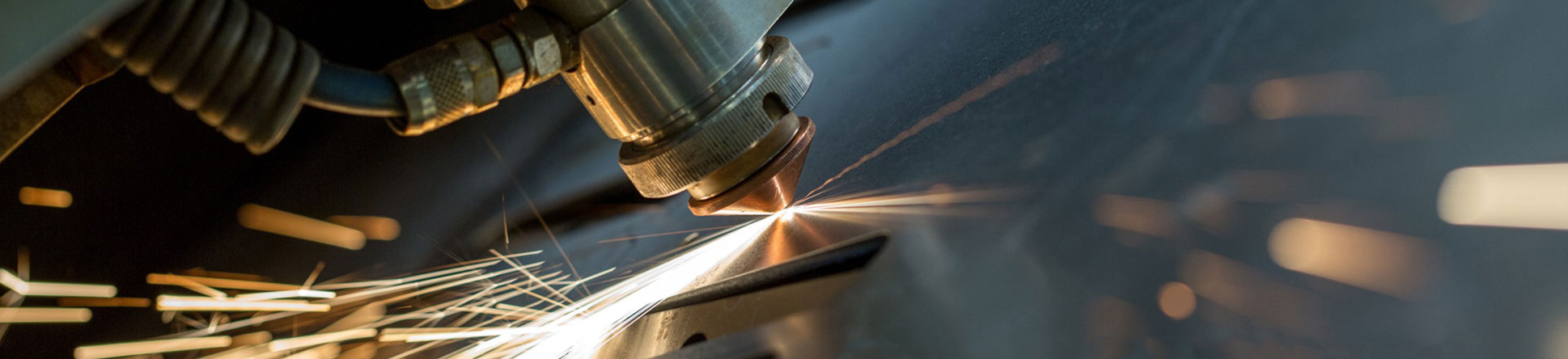
3.Framställningsprocesser: Inkluderar laserskärning, stämpning, böjning och svetsning.
4.Sammanfogning: Erbjuder installation av insert, rivning och fullständig sammansättning.
5.Ytbehandling: Tillhandahåller måleri, plåtering och polerings tjänster.
6.Kvalitetsinspektion: Säkerställer överensstämmelse med dimensionella och funktionsmässiga tester.
7.Förpackning och logistik: Säkerställer säker förpackning och tidig leverans.
8.Närsäljtjänst: Erbjuder teknisk support och kvalitetsuppföljning.
Snabb utveckling av nya produkter: 3-dagars prototypframställning
Från initieringsmöte och konfirmation av ritningar till inspektion av första delen, mellanrapporter om kvalitet och slutlig produktinspektion, varje steg utförs effektivt. 1.Rapportera om beställningar minst två gånger per vecka
2.erbjuda SOP-operationsmanualer för batchbeställningar
3.Kompletta kvalitetsinspektionsrapporter
Få ett omedelbart prisförslag genom att ladda upp en 3D CAD-fil (inklusive formaten STEP, STP, SLDPRT, DXF, IPT, PRT eller SAT) via vår Omedelbara Priskalkylmotor.






Plåt skärs till önskad form och storlek med olika metoder, inklusive schaar, laserskärning, plasma-skärning eller vattenstråls-skärning. Noggrann skärning är avgörande för att säkerställa korrekta dimensioner och släta kanter.

Bläddmetallen bryts till specifika vinklar och former med tryckbromsar eller andra böjmaskiner. Denna process kräver precist styrning av kraft och vinkel för att uppnå den önskade böjningen utan att orsaka deformation eller sprickning.

Ytterligare bildningsprocesser som rullning, prickning eller stämpning kan användas för att skapa komplexa former, konturer eller egenskaper på bläddmetallen.

Svetsning används för att förena flera delar av bläddmetall samman. Vanliga svetsningstekniker inkluderar punktsvetsning, MIG-svetsning, TIG-svetsning och fogsvidding. Svetsade led måste vara starka och beständiga för att klara av den avsedda tillämpningen.

Efter tillverkning kan bläddmetallen undergå ytförädlingar som målning, pulverlackning eller plåtering för att förbättra dess utseende och skydda det från korrosion.

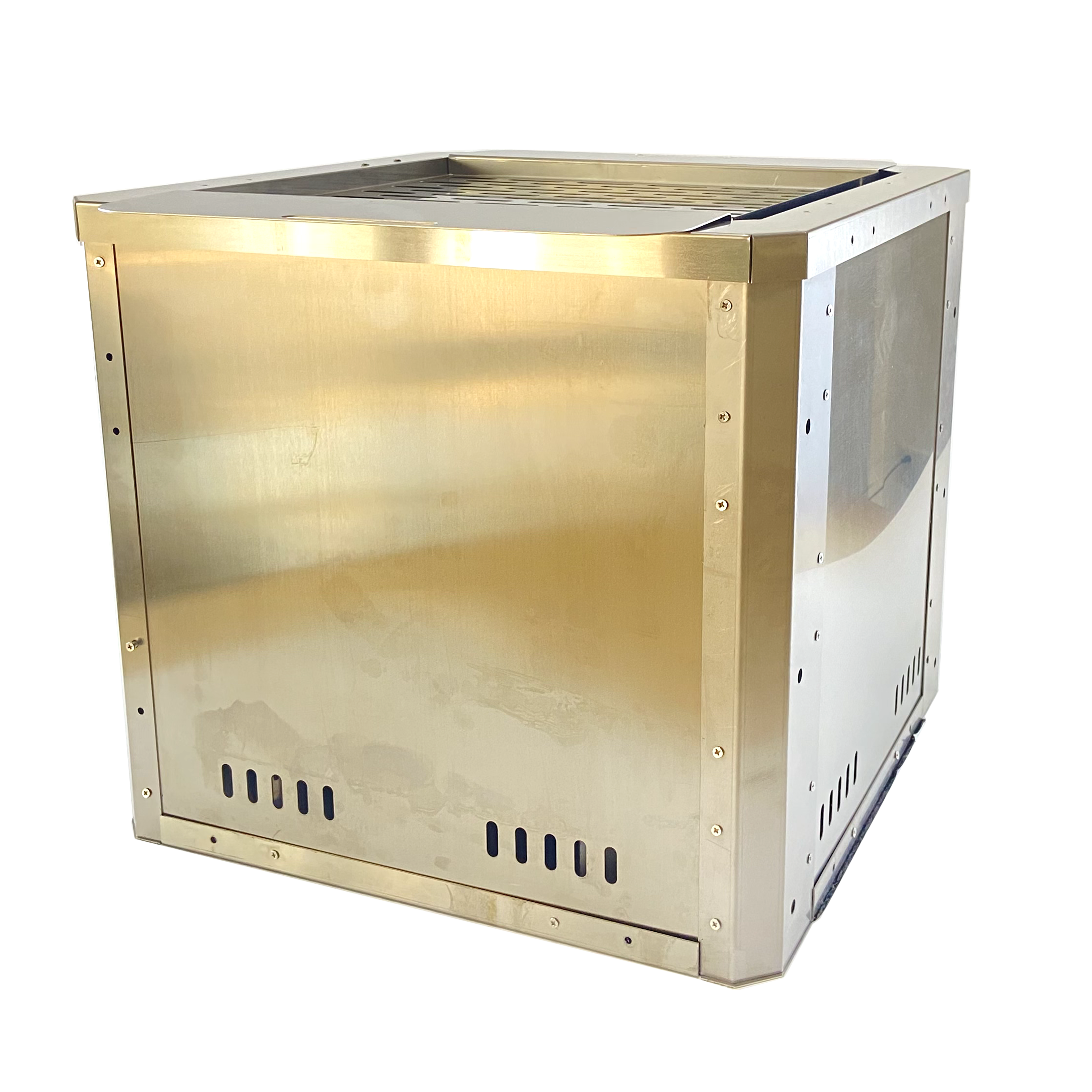
De tillverkade komponenterna sammansätts för att skapa det slutliga produkten. Detta kan involvera fästning, rivning eller svetsning av komponenterna samman.


")






| Materialtjocklek | Typisk tolerans |
| Upp till 0.5 mm | ± 0.05 mm |
| 0.5 mm-2.0 mm | ± 0,1 mm |
| 2.0 mm -5.0 mm | ± 0.15 mm |
| 5.0 mm-10.0 mm | ± 0.2 mm |
| 10.0 mm och uppåt | ± 0.3 mm |
| Toleranser | |
| Formning och böjning: | +/- 0,4 mm |
| Böjning till hål eller funktion: | +/- 0,2 mm |
| Linjära dimensioner utom platser för böjning | +/- 0,1 mm |
| Diameter med insert | +/- 0,06 mm |
| Vinkligkeit | +/- 2 grader |
| Ytoroughness | +/- 3,2 mikrometer |
| Avrundningsnoggrannhet | |
| Bearbetad avrundningsstor diameter | +/- 0.254 mm |
| Bearbetad avrundningsliten diameter | 2/3 tjocklek |
| Formad avrundningsstor diameter | +/- 0.381 mm |
| Formad avrundningsliten diameter | +/- 0.381 mm |
| Namn | Material | Färg | Struktur | Tjocklek |
| Anodisering | Aluminium | Klar, svart, grå, röd, blå, guld. | Jämnhållen, matt finish. | En tunn lager: 5-20 μm Hård anodiserad oxidfilm: 60-200 μm |
| Klottring | Aluminium, Messing, Rostfritt stål, Stål | Ingen | Matt | 0.3mm-6mm |
| Pulverlackering | Aluminium, Messing, Rostfritt stål, Stål | Svart, valfri RAL-kod eller Pantone-nummer | Glans eller halvglans | 5052 Aluminium 0.063"-0.500" 6061 Aluminium 0.063"-0.500" 7075 Aluminium 0.125"-0.250" Mjukt stål 0.048"-0.500" 4130 Chromoly stål 0.050"-0.250" Rostfritt stål 0.048"-0.500" |
| Elektrokoppling | Aluminium, Messing, Rostfritt stål, Stål | Varierar | Jämn, glansig yta | 30-500 μin |
| Polering | Aluminium, Messing, Rostfritt stål, Stål | N/A | Ljusande | N/A |
| Brytning | Aluminium, Messing, Rostfritt stål, Stål | Varierar | Sattens | N/A |
| Skärmskrivning | Aluminium, Messing, Rostfritt stål, Stål | N/A | N/A | 1 μm |
| Passivering | Rostfritt stål | Ingen | Oförändrad | 5μm-25μm |

Känt för sin goda formbarhet och styrka, vanligtvis används i tillverkning av bilkomponenter, maskindelar och möbler.

Kännetecknas av sin korrosionsmotståndighet och utmärkta mekaniska egenskaper, lämpad för produktion av köksutrustning, medicinsk utrustning och arkitektoniska komponenter.

Lättviktig med god termisk ledningseffekt, ofta används i tillverkning av rymd- och flygkomponenter, bilkarosspaneler och elektronikproduktskabiner.

Stål belagt med en lag av zink för korrosionsresistens, vanligtvis används i utomhusutrustning, rörledningar och strukturell byggnad.

Känd för sin utmärkta elektriska och termiska ledningsförmåga, vanligtvis används i tillverkningen av elektronikkomponenter, kommunikationsutrustning och dekorativa föremål.

Stål med specifika kemiska sammansättningar och mekaniska egenskaper, lämpligt för att producera högpresterande delar och slitagebeständiga komponenter.

Förbättra slitheten och utseendet på metallytan genom skivning och poleringsmetoder.

Inklusive elektroplåtering, galvanisering, kromplåtering etc., att avlagra ett annat metall eller legering på metallytan för att förbättra dess egenskaper eller utseende.

Att tillämpa skyddande eller dekorativa beläggningar med spraymålningstekniker.

Att ändra strukturen och egenskaperna hos metallen genom uppvärmning och svalkning, som t.ex. kvättning, temperering etc.

Användning av högtrycksblasting för att ta bort oxidlager och föreningar från metallytan, vilket förbättrar ytoroughness.