
Metallplaterproduksjon er prosessen med å forme, skjære og samle metallplater til ulike former og strukturer. Den omfatter flere teknikker som skjæring, bøyning og lasering, overflatebehandling for å lage ferdige produkter fra metallplatematerialer. Metallplate, typisk laget av materialer som stål, aluminium eller kopper, brukes utelukkende i ulike industrier for å produsere deler og komponenter til maskiner, kjøretøy, husholdningsapparater og mer.
Starways nettbaserte tjenester for metallbearbeiding tilbyr en omfattende og effektiv løsning for å produsere deler basert på 3D CAD-filer eller konstruksjons tegninger. Starway tilbyr en rekke materialer, inkludert rustfritt stål, aluminium, messing, stål og rustfritt stål, og dekker flere bearbeidingsprosesser som pressemmering, skjæring, bøyning og velding. Våre tjenester omfatter også montering, som å installere PEM-innsetninger, design av pakkingstegninger og pakkingstjenester. Starway kan tilrettelegge for både lave volumer med prototyper og masseproduksjon, og tilbyr konkurransedyktige tilpassede priser for platermetallbearbeiding. Starway er dedikert til å gjøre din ide til virkelighet.





Starway er stolte av de kjernefordelene som gjør kundenes jobb enklere, raskere og mer effektivt.
Spesialtjeneste-team vil bli etablert for hvert prosjekt. (Forsalgsgruppe + Forsalgsingeniører.)
1. Designstøtte: Tilbyr 3D-modellering, optimisering og prototypering.
2. Materialevalg: Tilbyr ulike materialevalg og tilpassning.
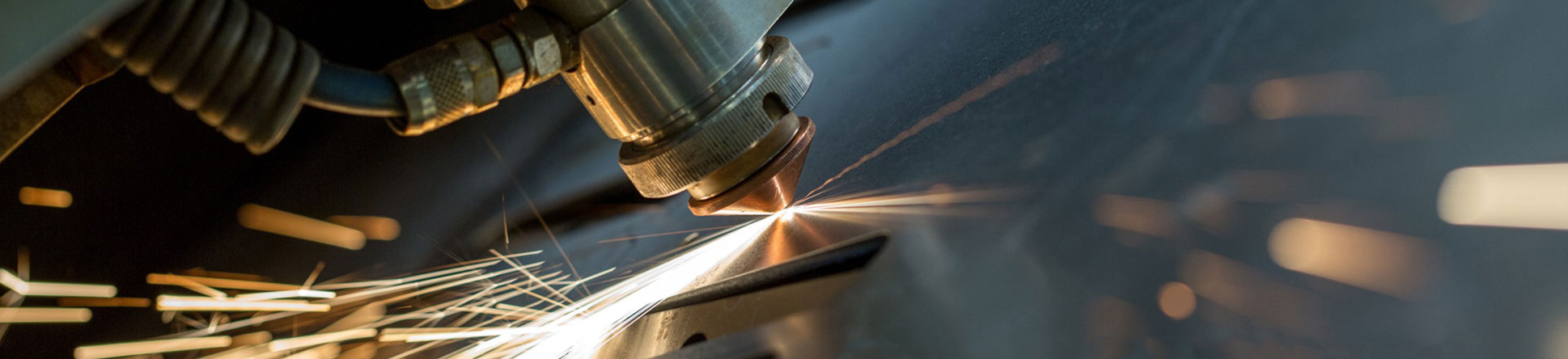
3.Framstillingsprosesser: Inkluderer laserskåring, pressemmerking, bøyning og velding.
4.Montasje: Tilbyr innsetting av festeelementer, rivning og full montasje.
5.Overflatebehandling: Leverer maleri, platering og poleringstjenester.
6.Kvalitetskontroll: Sikrer overholdelse av dimensjons- og funksjonstester.
7.Pakking og logistikk: Sikrer trygg pakking og tidlig leveranse.
8.Eterkjøpservice: Tilbyr teknisk support og kvalitetsoppfølging.
Hurtig utvikling av nye produkter: 3 dagers prototypemaking
Fra oppstartsmøtet og bekreftelse av tegninger til inspeksjon av første del, mellomrapporter om kvalitet og endelig produktsjekk, hvert skritt utføres effektivt. 1.Rapporter om bestillinger minst to ganger i uken
2.Leverer SOP-operasjonsmanualer for seriebestillinger
3.Fullstendige kvalitetsinspeksjonsrapporter
Få et umiddelbart tilbud ved å laste opp en 3D CAD-fil (inkludert STEP, STP, SLDPRT, DXF, IPT, PRT eller SAT-formater) gjennom vår Umiddelbare Tilbudsmodul.






Bladsmetall klippes til den ønskede formen og størrelsen ved hjelp av ulike metoder, inkludert skyveklipping, laserskjæring, plasma-skjæring eller vannstrålskjæring. Nøyaktig klipping er avgjørende for å sikre korrekte dimensjoner og jevne kanter.

Bladsmetten bøyes til spesifikke vinkler og former ved hjelp av pressebremser eller andre bøyemaskiner. Denne prosessen krever nøyaktig kontroll av kraft og vinkel for å oppnå den ønskede bøyningen uten å forårsake deformasjon eller sprakkning.

Ytterlegere formgivningsprosesser som rulling, preging eller stempling kan brukes for å lage komplekse former, konturer eller trekk på bladsmetten.

Sveising brukes for å sette sammen flere deler av bladsmetten. Vanlige sveisemetoder inkluderer punktsveising, MIG-sveising, TIG-sveising og naadsveising. Sveisede koblinger må være sterke og varige for å klare den tilsynelatende anvendelsen.

Etter fabrikasjon kan bladsmetten undergå overflatebehandlinger som maling, pulverfarge eller platering for å forbedre dens utseende og beskytte det mot korrosjon.

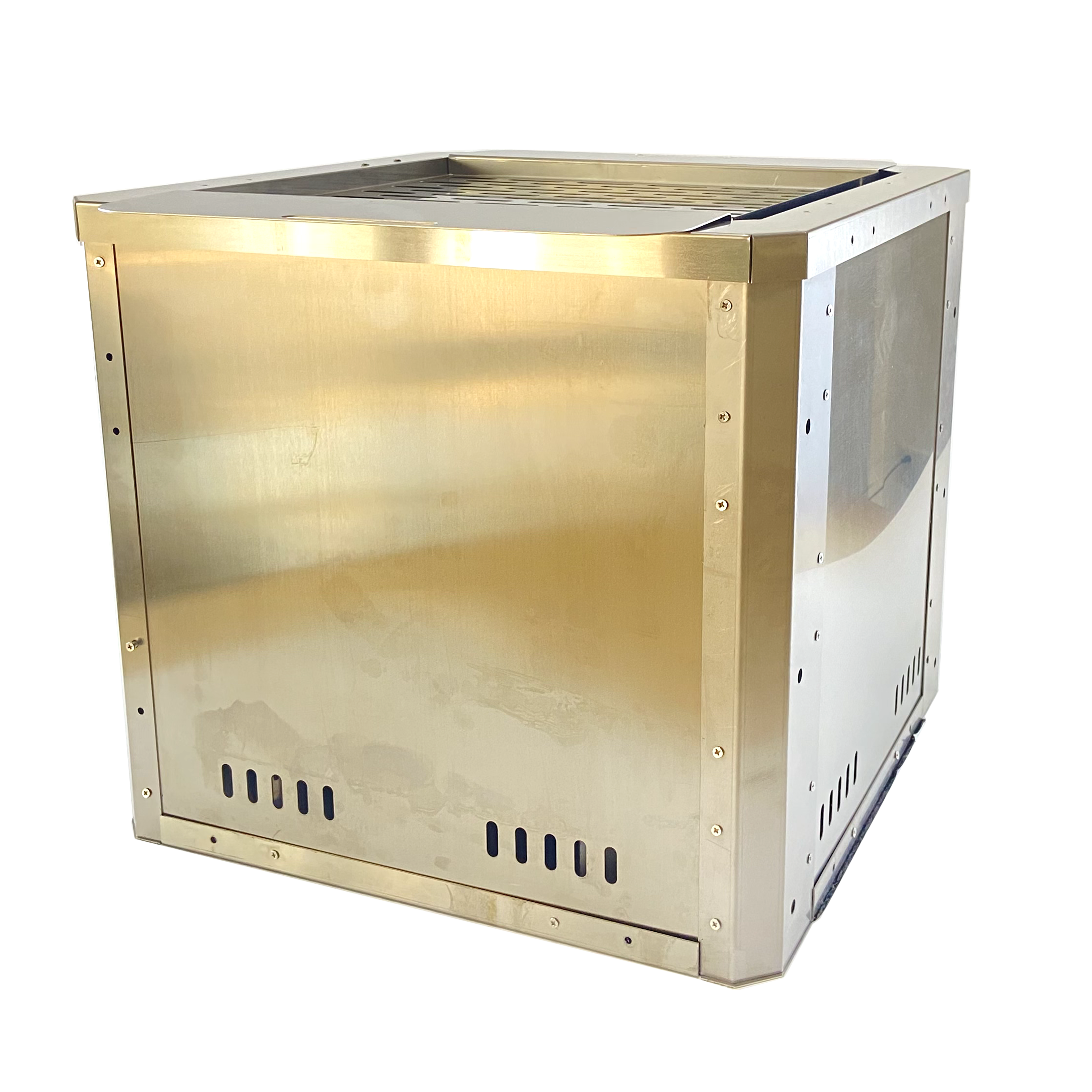
De fabrikkerte komponentene monteres sammen for å lage det ferdige produktet. Dette kan involvere festening, rivning eller sveising av komponentene sammen.


")






| Materialtykkelse | Vanlig toleranse |
| Opp til 0,5 mm | ± 0,05 mm |
| 0,5 mm-2,0 mm | ± 0,1 mm |
| 2,0 mm - 5,0 mm | ± 0,15 mm |
| 5,0 mm-10,0 mm | ± 0,2 mm |
| 10,0 mm og over | ± 0,3 mm |
| Toleranser | |
| Forming og bøying: | +/- 0.4 mm |
| Bøy til hull eller funksjon: | +/- 0.2 mm |
| Lineære dimensjoner uten lokasjoner for bøying | +/- 0,1 mm |
| Diameterer med innleggelser | +/- 0.06 mm |
| Vinkeltolerans | +/- 2 grader |
| Overflatebrukthet | +/- 3.2 mikrometer |
| Toleranser for countersink | |
| Maskinert countersink hoveddiameter | +/- 0.254 mm |
| Maskinert countersink mindre diameter | 2/3 tykkelse |
| Formet countersink hoveddiameter | +/- 0.381 mm |
| Formet countersink mindre diameter | +/- 0.381 mm |
| Navn | Materialer | Farge | Tekstur | Tykkelse |
| Anodisering | Aluminium | Klar, svart, grå, rød, blå, gull. | Glat, matte avslutning. | En tynd lag: 5-20 μm Hård anodert oksidfilm: 60-200 μm |
| Perleblåsing | Aluminium, Messing, Rustfritt stål, Stål | Ingen | Matt | 0.3mm-6mm |
| Pulverlakkering | Aluminium, Messing, Rustfritt stål, Stål | Sort, hvilken som helst RAL-kode eller Pantone-nummer | Glans eller halvglans | 5052 Aluminium 0.063"-0.500" 6061 Aluminium 0.063"-0.500" 7075 Aluminium 0.125"-0.250" Malt stål 0.048"-0.500" 4130 Chromoly stål 0.050"-0.250" Rustfritt stål 0.048"-0.500" |
| Elektroplettering | Aluminium, Messing, Rustfritt stål, Stål | Varierer | Glat, glansavsluttet overflate | 30-500 μin |
| Polering | Aluminium, Messing, Rustfritt stål, Stål | N/A | Blank | N/A |
| Brusking | Aluminium, Messing, Rustfritt stål, Stål | Varierer | Satin | N/A |
| Silkskjermtrykk | Aluminium, Messing, Rustfritt stål, Stål | N/A | N/A | 1 μm |
| Passivasjon | Rustfritt stål | Ingen | Uendret | 5μm-25μm |

Kjent for sin gode formbarhet og styrke, vanligvis brukt i produksjon av bildele, maskinkomponenter og møbler.

Oppmærksomhet for sin korrosjonsmotstand og utmærkede mekaniske egenskaper, egnet til å produsere kjøkkenredskaper, medisinsk utstyr og arkitektoniske komponenter.

Lettveiende med god varmeledningsevne, ofte brukt i produksjon av luftfartskomponenter, bilkarosserier og elektronikkproduktgehuser.

Stål dekket med en lag zink for korrosjonsmotstand, vanligvis brukt i utendørsutstyr, rørledninger og strukturell bygging.

Kjent for sin utmærkte elektrisk og varmeledningsevne, vanligvis brukt i produksjon av elektronikkkomponenter, kommunikasjonsutstyr og pynteverk.

Stål med spesifikke kjemiske sammensetninger og mekaniske egenskaper, egnet til å produsere høy-styrke deler og motstandsdyktige komponenter.

Forbedring av jernflatenes jevnhet og utseende gjennom sliffing og poleringsteknikker.

Inkludert elektroplatering, galvanisering, kromplatering osv., setter man en annen metall eller legeme på metallsoverflaten for å forbedre dets egenskaper eller utseende.

Bruke beskyttende eller dekorative overflater ved å bruke sprayteknikker.

Endre strukturen og egenskapene til metall ved varmebehandling og kjøling, som kvelling, temperering osv.

Bruke høytrykksblasting for å fjerne oksidlager og forurensetninger fra metallflaten, forbedrer flatepåhengighet.