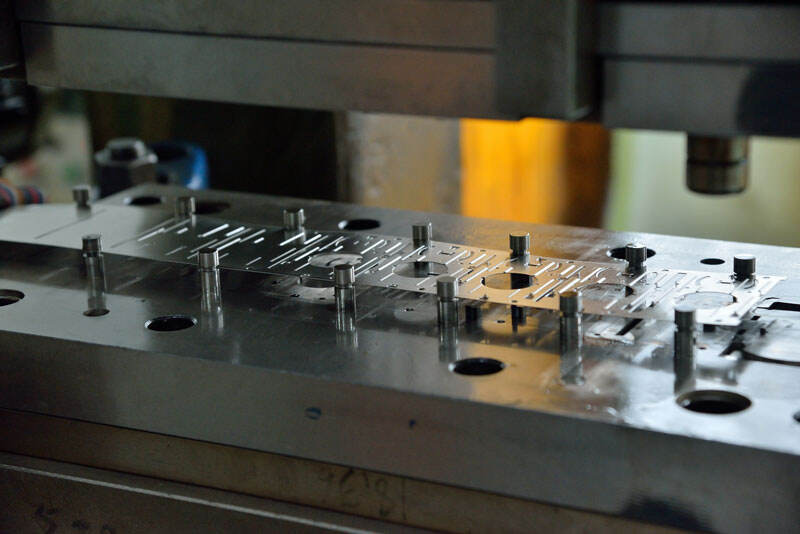
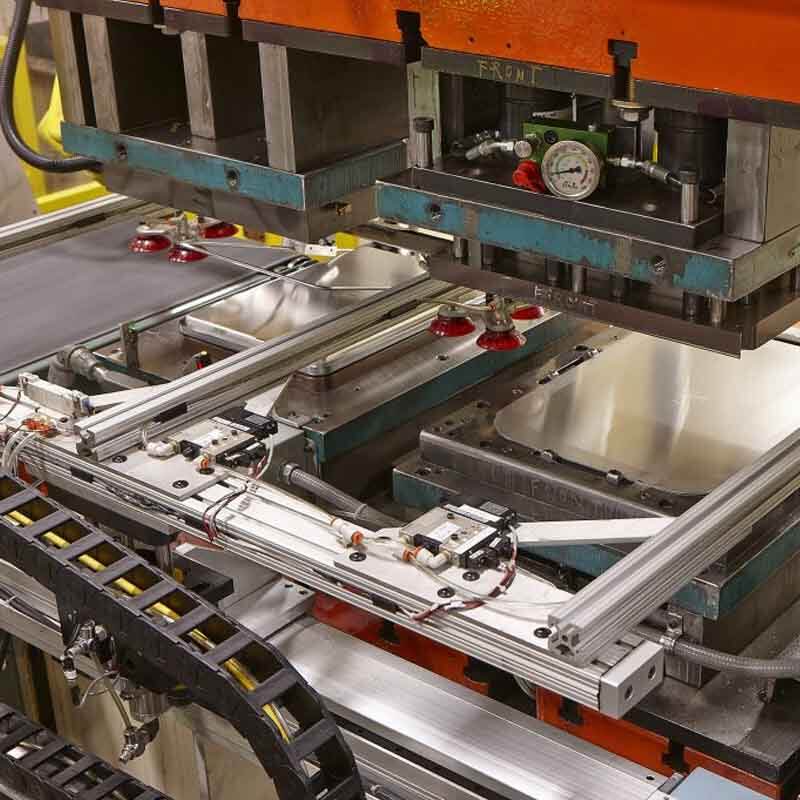
Dës Schiebmetall-stempelen ass eng wéinege bruuchbar Technologie fir d'Behandlung vun Metall an der Produktionseffracht, wou Schiebmetall an gewënschte Formen géint ass mat Stéier un Stempel. Dës Prozess bestäit daran, Druck op e Plaat metall ze setze mat enger Stéi op enger Stempelmachine, wat plastic Déformatioun erëmféiert um e viregestallt Form oder Structur ze kriegen. Metallstempelen ass besonnes effektiv fir massiv Produziéierung vun verschiddene komplexe Deelen.
Als Kältformerungstechnologie ass Schiebmetall-stempelen kompatibel mat various Materialen, inklusive rostfrei Stål, niedrig un hohe Kohlendruech Stahl, Aluminium, Brass un Koper. Den Stempelprozess kombinéiert oft méiere Schneddel- un Formerungs-Techniken - wéi Biegung, Stempelen, Hochdruck un Flanschen - effizent komplex Deelen ze schaffen.
Duerch deng Spedd a déi geringeren Ausrüstungskosten ass Metallprägën kosteneffizient, wat eng Kuerzung vum Arbeidzeiten an niideren Wartungskosten fir d'Prägematrix beduet. Eppes Negatives ass deng hoche Anfangsinvestéierung fir d'Prägepresse. Zousätzlech kaent d'Ännere vun Designwierderungen wärend der Produktion de Ännerung vun der Form schwierig maachen.
Starway spezialiséiert sich op d'Fertigung vun maacheg Metallprägedeleker aus engem breitem Spektrum vun Materialien, inklusive Koper, Brass, rostfrei Stahl, Aluminium an Stahllegierungen. Ure Prägedeleker ginn op strikte Toleranzen produziert. Mir sinn stolz op eis Konkurrenzfähigkeeten fir eng vun den kuerzsten Liewerzeiten an der Branche, déi normalerweis vun 3 bis 7 Deeg daueren. Wann dir ee Metalprägungs-Services bruchten,
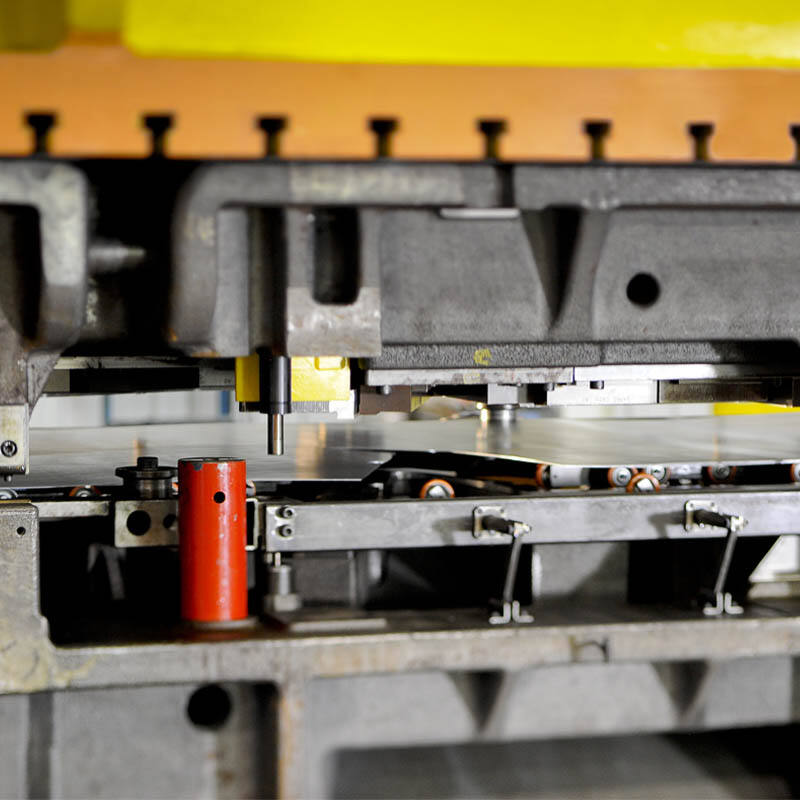
Mir bedienen een Vielzahl vun Pressmaschinen mat verschieedenen Tonnagen, inklusive 16 Tonnen, 40 Tonnen, 63 Tonnen, 80 Tonnen, 120 Tonnen, 200 Tonnen an 400 Tonnen, wat uns erlaubt, verschiedene Produktionssäi tëschen. Dëse Flexibilität erméiglecht dermat, Projekte vun klengen Chargen bis zu grousser Massenproduktion ze bearbeeten, wärend se de Produktsqualitéit a Präzision sicherstellen. Mat 11 Jier Industrialerfahrung schéngen unger Salesteam an Ingeaneren ellee Metalldruckprojekt personlécht ze redden a manuell ze prisen. Dës personaliséiert Ansatz stärkt, dat mir eir unikale benutzerdefinierte Bedarfe decken an wertvolle Informatiounen über den Druckprozess bereitstellen. An der naeschte Abschnitt fann ee méi Informatiounen über drucken an där Hauptfunktiounen.
Den Druckprozess kann Effizienz durch Höchshtgeschwinderung an Massenproduktion deutlech steieren, besonns fir Massenproduktion.
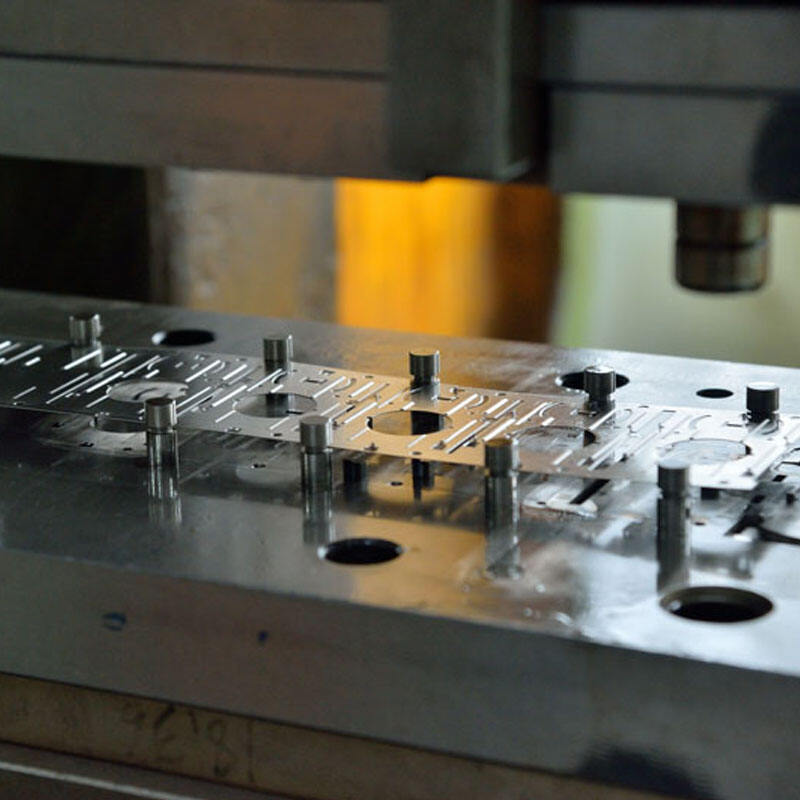
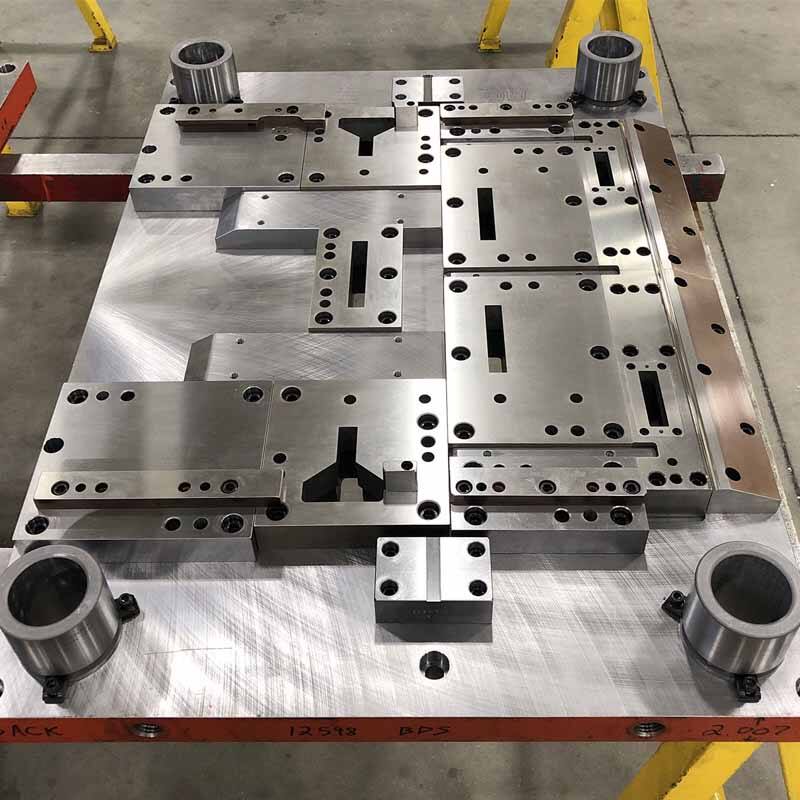
D Design a d Fabrikatioun vum Maal bestëmt d Dimensionale Genauesgkeet an Form vum Produkt, a de gestauchte Produit huet normalerwéi en hoche Dimensionale Konsistens.
An der Stauchprozess gëtt d Verschwendung vun Metallmaterialen kleng gehalten, a d Platte kann raisonabel geschnidden ginn, wass Verschwendung reduziert a Kosten spart.
Kann eeverschéidene Metallmaterialen bearbeeten, inklusive Stål, Aluminium, Koper, rostfrei Stål, etc., mat engem groussen Anwendungsspektrum.
Seng Hauptcharakteristik ass, datt se effizent Metallschilten an verschieede Formen bearbeeten kann, wéine Deckelecher, Schalen, Halterungen, usw. Dëse Bearbeetungsmethode kann sicherstellen, datt de bearbeete Produkter haute Präzisyon, glat Schtapp, stabil Gréis a kann eng Groszahl vun Produktionsaufgaben an kuerzem Zäit spannen.
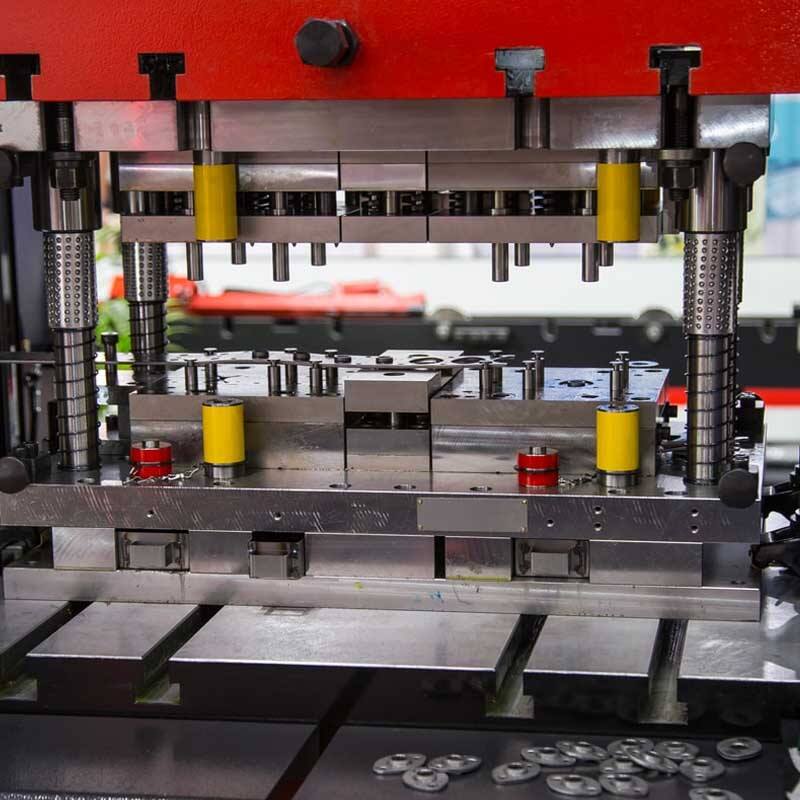
Blechstauchbearbeetung ass essentiell bei grousser Produktioun, wat Zäit a Kosten spare a déi Produktiounsëffithkeet erhéiert.
Wéinst dem Gebrauch vun Blechplatt an der Pressprozess, ass de Gebrauch vun Materialen effegenter an es gëtt weniger Abfall generéiert.
Bei Massproduktion ass de Geschwindigkeit vum Enzelstuckprozess vun der Pressprozess schnell, wat fir Assemblyline-Operation gesitt mat.
gesitt fir various Metallmaterialen an diverse Dräckfabrikatiounen, wéi och fir en weiten Anwendungsbereich.
Wéinst dat Blachpressprozess keng Schweiß- a Koppelungsprozess benotzt, kann dëst etlee Defeete a Qualitéitsproblemen, déi duerch Schweißen an Koppelen entstoen kënne, verhinnen a déi Sécherheet a Verläslechkeet vum Produkt steeren.
Bewertung am Moment erhalen duerch den Erofluederen vun engem 3D-CAD-Fichier (inklusive STEP, STP, SLDPRT, DXF, IPT, PRT oder SAT-Formate) déi méiwen Bewerte-Maschin.
D’ursprunglech Bulk Metal Rausmaterial gëtt ze der Form a der Gréis needed fir de Bearbeeten geschned, wéi se méi konschlecht bearbeeten kann.

Dëse Prozess besteecht darin, d’Lécker op dem Blech nach engem spezifesch Gréis a der massschéftlech Format vum Pressen ze bohren.

D’Blech gëtt nach den massschéftlech Virkuerungen mat engem spezifesch Guss an der gewënschter Form gebogen.
Metalblecher ginn an spezifesch Blechtooling geleeën, um Grooven oder konvex Formate ze erstellen, déi speziell massschéftlech Bedarfen entséchen.
Den Prozess begeet der séquentielle Druck vun Metalblecher in spezifesch Gësser, um tief oder konvexe Höhlunger fir massschéftlech Bearbeeten a spätere Bearbeeten ze erstellen.
Dëse Prozess besteecht darinne, de Metallplatt ze schlägelen an ze schneiden an der selwer Stound, wat mehrere Operationen an engem Schritt ausféiert, wass de Effizienz vun der Bearbeetung dramehren kann.
Dëse Prozess besteecht darinne, Locher a engem Metallblatt ze schlägelen an es kënnt ee Reeg vun regelmatige Locher oder Muster a dem Metallblatt maachen.
Metallschichten op Spinnformen festmachen an se unner Druck an de gewënschte Form bringe.








Materialien, déi mat amelen Bruch a guter Plastizität vum Blechplatt Préieren gemaach sinn, huet normalerweis gut plastesch Verhalen an kann dréckent ideal deforméiert ginn, on këscht ze bréchen oder ernsthaft Defeete ze produzéieren. Materialien a Charakteristik vum Starway Blechplatt Präierungsprozess.

D’Kohlenstoffinhalt vum nuederen Stal ass allgemeng zwischen 0,05% a 0,25%, mat gouder Ductability, moderater Stärke, aussergeweit guter Formbarkeet an nuede Bearbeetekossten. Wegen seeneger nuederer Pris a lechter Präierung, gitt Nuederkohlenstoffstal weid verwennt fir Auto Karosserie, Haushaltsgadgetscheel, Konstruktiouns-Metalldellen a.s.w.

Stainless steel ass kier fir deng gutt Korrosiounsresistenz, hohe Festegkeet an Härte, a och gutt Verhalen bei Höchtemperaturen. Duerchgefeuerte Arten sinn 304 a 316. Et ass gesäit fir d'Produktion vun Këchenuerwerkschaft, medezinschen Ausrüstung a bauschtechnesch Komponenten. Allerding hunn et engerlecht: Beim Bearbeeten kann een Effekt der Work Hardening opträten, wat déi Verschleiβ vum Pressen verhast a de Bearbeet méi schwierig macht.

Aluminium a siene Legierungen sinn lech, hunn e gudt Wärme- a Stromleitfæhigkeit a en ofentlecht gutt Korrosiounsresistenz. Duerchgefeuerte Arten sinn 6061, 5052 a 7075. Et wird offt genumm fir d'Fertigung vun Flugzeugkomponenten, Automatikkarosserieën a Elektronikproduktgehäiser. Allerding hunn se ech engerlecht: niedriger Härdegreet, lech ze kratzen, a höhere Anforderengen an drėck Design.

E galvanisé Stahlplatt hun a Zinkbeschichtung op normaler Stahl fir d'Korrosionswiderstand ze verbesseren an ee glat Flach ze schaffen. Dës wier hanner an der Benotzung fir dréckschter Uetreft, Röhren an Strukturkonstruktiounen. Déi Beschichtung kann aber schadd during der Bearbechting kregen, wat déi Korrosionswiderstandegefehrden kinnt.

Koper an seng Legierungen, sou brass a bronze, sinn fir deng auszegevuen Elektrizitäts- an Thermoaleitung, Korrosionswiderstand an gut Plastizität beweglecht, wou se lech asch pressen an formen. Dës gëtt allgemeng benotzt fir de Fertigung vun elektronesch Komponenten, Kommunikatiounsappareillen an Schmuckartikel. Se huet etwéi enger Defeit, inklusiv hohe Kosten an eng Tendenz zum Oxidéieren an sich verfärgen.

Stahl mat spezifesch chemesch Zusammensetzung an mechanesch Eigenschaften, geschéckt fir déi Fertigung vun Hochfestdeele an verschleissfest Komponenten. Iwwer dat tendéiert et méi teuer ze si a kann méi schwierig ze bearbechten sinn.
Beim Blechstanzprozess ist die Auswahl des richtigen Materials sehr wichtig. Starway empfiehlt, bei einem Blechstanzprozess die folgenden Aspekte zu berücksichtigen:
1. Plastizität des Materials: Das Material muss eine gute Plastizität aufweisen, um während des Tanzprozesses ohne zu brechen zu deformieren.
2. Festigkeit und Härte: Die Festigkeit des ausgewählten Materials sollte für die Nutzungsumgebung des Produkts geeignet sein; eine übermäßige Festigkeit könnte die Verschleiß- und Bearbeitungsschwierigkeiten der Form steigern.
3. Korrosionsbeständigkeit: Für Teile, die eine Korrosionsbeständigkeit erfordern, werden normalerweise korrosionsbeständige Materialien wie Edelstahl, Aluminiumlegierung oder galvanisiertes Stahl verwendet.
4. Wirtschaftlichkeit: Auch der Materialkosten ist ein wichtiger Faktor bei der Auswahl. Unter der Voraussetzung, dass die Leistungsanforderungen erfüllt sind, sollte man versuchen, wirtschaftliche Materialien auszuwählen.
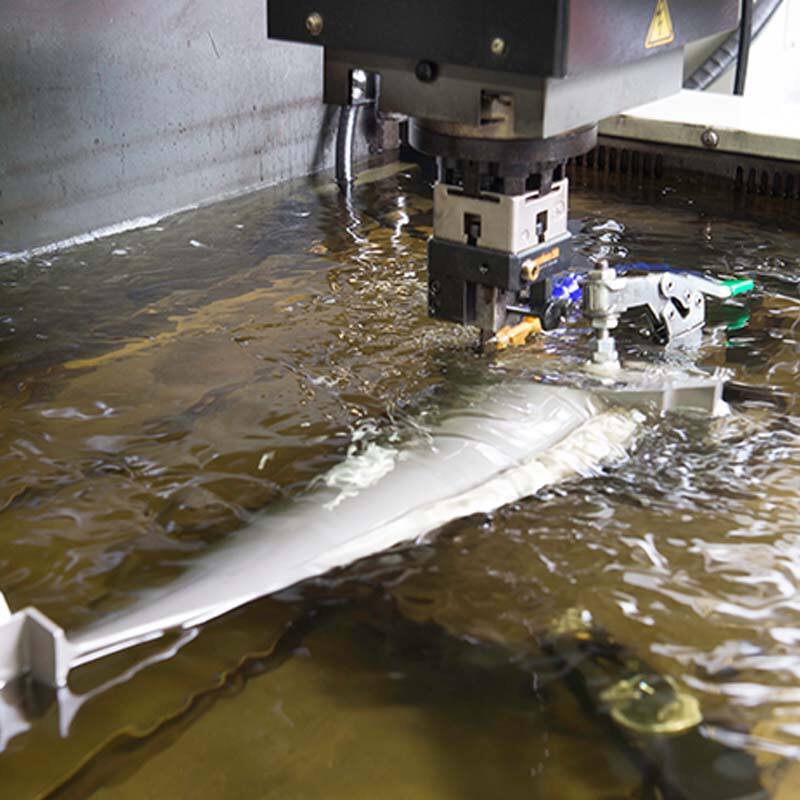
Die meeschte Arten vun Blechmaterielen kënnen mit Stamp- oder Laserzuschniddtechniken geschant. Déi Dickebereich variiert aber. Den Schad, déi vum Material verursicht ginn, ass och anders, schaut w.e.g. op de folgende Lëscht:
| Aluminium 5052-H32: | dicke vun 0,040 Zoll-0,250 Zoll (1,016mm-6,35mm) |
| Aluminium 6061-T651: | dicke vun 0,040 Zoll-0,250 Zoll (1,016mm-6,35mm) |
| Aluminium 6061 | geeignet fir Profil-/Perimeter-Lochstuss, kann aber net gebraucht ginn fir gebogene Elementer. |
| Niedrigkarbonstahl CR 1008: | diktes vun 0.036 Zoll-0.119 Zoll (0.914mm-3.023mm) |
| CR Galvanisé: | diktes vun 0.036 Zoll-0.119 Zoll (0.914mm-3.023mm) |
| CR Galvannealed: | diktes vun 0.036 Zoll-0.119 Zoll (0.914mm-3.023mm) |
| Koper C101, C110: | diktes vun 0.040 Zoll-0.125 Zoll (1.016mm-3.175mm) |
| Brass C260: | diktes vun 0.040 Zoll-0.125 Zoll (1.016mm-3.175mm) |
| Rauschtaal 304/304L, 316/316L: | diktes vun 0.036 Zoll-0.074 Zoll (0.914mm-1.88mm) |

De Verbesserung vun der glätten an der Uusseh vum Metalldeel duch Schleif- an Poliertechniken.

Inklusive Elektroplattierung, Galvaniséierung, Chromplattierung etc., dėrbelang een aneren Metall oder Legierung op de Metalloberfläche ze setze fir se Ireegenschaften oder Aussehen ze verbesseren.

Anwëndung vun schutz- oder dekorativen Belägen mat Spraytechniken.

Verännerung vun der Struktur a den Ireegenschaften vum Metall duerch Heezen an Këhlen, wéi Quenching, Tempering etc.

Verännerung vun der Struktur a den Ireegenschaften vum Metall duerch Heezen an Këhlen, wéi Quenching, Tempering etc.





