Computer Numerical Control (CNC) Fräsen is eng spitztechnologesch Produktionstechnologie, déi op computerbasierte Steuersystemen beruicht, um Maschinewerktoulen ze bedeeën a complexe Fräsoufgaben auszuführen. Anders wie bei manuell Bedeeung sinn CNC-Maschinen duerch vorgprogrammierte Instruktionen (déi als CNC-Code konscht sinn) gëstuernt, déi de präzisen Bewegungen an Aktionen bestimmen, déi nötzlech sinn fir roh Material iwwerformen ze färdige Komponenten. Dës fortgeschrittene Technologie bouet vir méiere Vorteile, inklusiv unvergleichlecher Präzision, vergréisster Produktivitét, Anpassbarkeet an déi wéinege Produktionsbedarfer, Fähigkeit complexe Geometrien ze bewältigen an Konsistenz an Qualitéit dréi verscheidengen Chargen vun Dréckstellen. Dësmaach ass CNC-Fräsen en essentiell Aspekt vun der moderne Produktion an Industriezeechen wéi dem Luftfart, dem Automobilsektor, den Elektronikproduits a den medezinschtechneschen Geräiter.
Dienst fir Online-CNC-Fräsen vum Starway buerdt eng umfassend an effizient Léisung fir d'Fabrikatioun vun Stecken op Grundlag vun 3D-CAD-Dateien oder Ingeanieurs-Druck. Mir stelléieren schnéi.Prototypen, Kleinserieproduktion an Hochvolumenfabrikatioun fir verschiddene Industriebranche. Einfach eier Dateien upladen fir dräing Preis, Lieferfristen an Feedback zu eierm CNC-Steck design fir d'Produktioun.
ISO-zertifizéiert Fabrikkann complexe Designs bearbeeten, inklusiv CNC-Drehe vun Metallzylindern, koonischen Stecken an Röhren, a och drei-Achs-, veer-Achs- an fënnef-Achs-CNC-Fräse. Mat 11 Jeeinden Industrial-Erfaarung an enger Team vun qualifizéierten Fräsmechanikern kann Starway alle Problem opkläre, déi wärend der Bearbeetung oder Druck opträten.
Zousätzlech sotzt de Qualitéitskontrollteam vum Starway d'Qualitéit vun eiere CNC-Fräsestecken sicher duerch umfassende Qualitéitskontroll-Services, inklusiv ISO 9001-Zertifikat, Kontrollen, Hardware-Traceability, Material-Zertifikate an Konformitätszeugnisse (CoCs).


















Starways All-in-eech-Dienst bedeckt d ganz Produktionprozess vun der Design bis zur Liewerung vum fäischtege Produkt, duerchgesat op d'Provision vun allkomprander Lösungen.
Fir jed Project wierden dedizierte Service-Teams gréngt. (Verkafs-Team + Verkafs-Ingénieurs.)
Starways All-in-eech-Fabrikatiounsdiens bedeckt d ganz Produktionprozess vun der Design bis zur Liewerung vum fäischtege Produkt, duerchgesat op d'Provision vun allkomprander Lösungen.
1. Desigunnersupport: Bietet 3D-Modelléierung, Optimierung an a Prototypenberechnung.
2. Materialauswahl: Bietet verschiddene Materialoptionen an maßgeschneiderte Lösungen.
3. Fertigungprozesse: Inkludéiert Laserzuschnaidung, Stempeln, Biegen an Schweißen.
4. Zusammenbau: Bietet Insertinstallatioun, Rivetieren an vollen Zusammenbau.
5. Oberflächentreatment: Bietet Färbung, Verplattung an Poliern-Service.
6. Qualitéitskontroll: Stëttzt sicher d'Konformitéit mat dimensionellen an funktiounellen Testen.
7. Verpackung an Logistik: Stëttzt sicher opgesicherte Verpackung an recht Zäitlieferung.
8. Nachverkaufsservice: Bietet technesch Support an Qualitéitsverfolgung.
Schnell Entwurf vun neier Produkter: 3 Tages-Prototypenfertigung
Von der Initiationsvergaddung an der Bestätigungs vun den Zeichnungen bis zur Kontrolle vun dem eersten Stueck, dene Qualitätsberichten am Matjesstadium a der Kontrolle vum fertigen Produkt, ellee Schritt effizent umgesat. 1.Biedere Bestellsberichte wéi mindestens zwee Mal der Woch.
2.Biedere SOP-Bedienungsanleitungen fir Massenbestellungen
3.Umfassende Qualitätskontrollsberichte
Kriegt en Momentan-Angab op dengem Upload vun engem 3D-CAD-Fichier (inklusive STEP, STP, SLDPRT, DXF, IPT, PRT oder SAT-Formate) déiwwer unsenger Momentan-Angabenmaschinen.


Beim Dreiën dreit e Dréhmachine den Werkstück an engem Zong, wohrend e Schniddréck Material entfernt, um zylindrësche Formen wéi Wellen, Stangen an Platten ze erstellen.

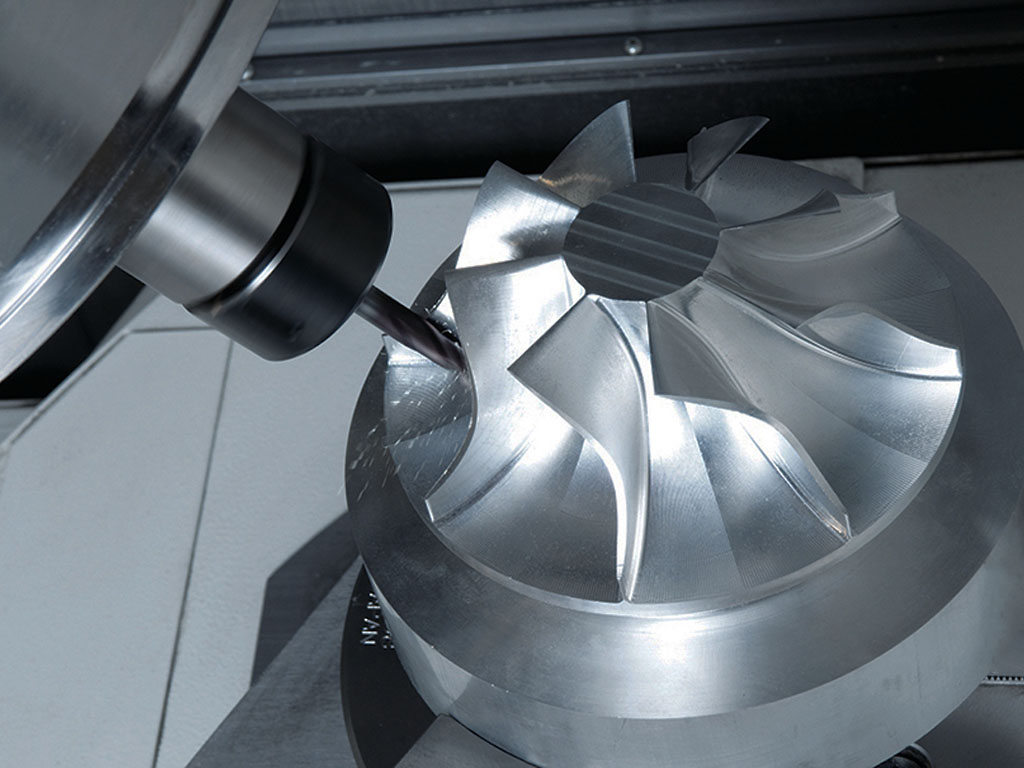
Beim Fräsen dreit sich de Schniddrécker mat mehreren Zongen, wobor Material vum Werkstück ofgeräumt gëtt, um complexe Formen, Fassungen a Lierungen ze erstellen.

Bohren benotzt rotierende Bohrerspäne, um zylindrische Lierer an eng Kéiersprooch ze maachen, mat dem Ziel vun Festmacher oder fir aandr Komponenten.

Schleifen benotzt d'Reibung am Schleifrad, um Overschuss oder Burrs vum Material ze entfernen a precisé Oberflächfinish an der Kéiersprooch ze erreichen.

Broachage benotzt eng spezialiséiert Werkzeug mat méi Zähn, um Material an engem linearen Bewegung ze entfernen, woburd Keyways, Splines a anere complexe Formen geschéffelt ginn.

Säien beinhalt d'Benotzung vun Säbloder, um Kéiersproochen ze schneiden, oft benotzt fir Produkter wie Blechmetall oder Holzplastik durchs gerad oder krumm Schneiden, um de relevante Produktanforderungen ze fullen.

Boring bedeet d'Benotzung vun rotierende Schnidwerkzeugen, um en existéierend Loch ze vergrösseren oder den exacten Innenduerchmeszer nach Kundenanforderungen ze schéffen.

Dëst gitt duerch d'Drein vun en Gedrein in e pre-drilled Loch a gedrein, um en inneren Thread an der Kéiersprooch oder an engem custom Form ze produzéieren.
EDM benotzt elektrische Entladungen, um Material vum Werkstück ze entfernen, besonnes fir komplexe Formen oder gehärtete Materialien.


")



| Gréisst | Metrikschen Eenheiten | Kaiserliche Eenheeten |
| Max. Stueksgréis fir weech Metall [1] an Plastiken | 2000 x 1500 x 200 mm 1500 x 800 x 500 mm | 78,7 x 59,0 x 7,8 Zoll 59,0 x 31,4 x 27,5 Zoll |
| Max. Stuek fir hart Metall [2] | 1200 x 800 x 500 mm | 47,2 x 31,4 x 19,6 Zoll |
| Min. Feateursgréis | ø 0,50 mm | ø 0,019 Zoll |
| Gréisst | Metrikschen Eenheiten | Kaiserliche Eenheeten |
| Max. Gréisst fir all Materialen | 2000 x 1500 x 200 mm | 78,7 x 59,0 x 7,8 Zoll |
| Min. Feateursgréis | ø 0,50 mm | ø 0,019 Zoll |
| Grenzen fir nominal Gréisst | Plastiken (2768- m) | Metallen (2768- f) |
| 0,5mm* bis 3mm | ±0.1mm | ±0,05mm |
| Vir 3mm bis 6mm | ±0.1mm | ±0,05mm |
| Vir 6mm bis 30mm | ±0,2mm | ±0.1mm |
| Vir 30mm bis 120mm | ±0.3mm | ±0.15mm |
| Vir 120mm bis 400mm | ±0,5mm | ±0,2mm |
| Vir 400mm bis 1000mm | ±0.8mm | ±0.3mm |
| Vir 1000mm bis 2000mm | ±1.2mm | ±0,5mm |
| Vir 2000mm bis 4000mm | ±2mm |
| Stückgrößebegrenzungen | Metrikschen Eenheiten | Kaiserliche Eenheeten |
| Maximalstückdurchmesser | 431 mm | 17 Zoll |
| Maximalstückläng | 990 mm | 39 Zoll |
| Maximaler Schwingungsumfang über dem Gespann | 350 mm | 13.7 in |
| Maximal Duerchmesser vum Spindelloch | 40 mm | 1.5 in |
| Grenzen fir nominal Gréisst | Plastiken (2768- m) | Metallen (2768- f) |
| 0,5mm* bis 3mm | ±0.1mm | ±0,05mm |
| Vir 3mm bis 6mm | ±0.1mm | ±0,05mm |
| Vir 6mm bis 30mm | ±0,2mm | ±0.1mm |
| Vir 30mm bis 120mm | ±0.3mm | ±0.15mm |
| Vir 120mm bis 400mm | ±0,5mm | ±0,2mm |
| Vir 400mm bis 1000mm | ±0.8mm | ±0.3mm |
| Vir 1000mm bis 2000mm | ±1.2mm | ±0,5mm |
| Vir 2000mm bis 4000mm | ±2mm |

wéi Stahl, Legierungsstahl, edelsteelec Stahl, etc., déi mat fir d'Productioun vun mechaneschenger Älloge un Strukturkomponenten benotzt ginn.

bekannt fir si grouss Stärke an Korrosiounsresistenz, of op d'Productioun vun lechgewichtsger Älloge an Strukturen benotzt.

bekannt fir si exzellént Führungsvermoegen an Thermalführungsvermoegen, mat fir d'Productioun vun elektrischer Komponenten an Wärmeführer-Älloge benotzt ginn.

eine Legierung aus Koper an Zink, déi fir deng gutem Bearbeetbarkeet an Korrosionswiderstand kierscht, a déi allgemeng fir de Fabrikatioun vun Ventilen, Röhren an anere Komponenten benotzt gëtt.

wéi Polyethylen (PE), Polypropylen (PP), Polyvinylchlorid (PVC) etc., déi allgemeng fir de Fabrikatioun vun plastische Deelen an Gehäuse benotzt gëtt.

kierscht fir deng gutem Verschleißwiderstand an Druckfestheet, a déi allgemeng fir de Fabrikatioun vun mechanische Deelen an Gründunge benotzt gëtt.

De Verbesserung vun der glätten an der Uusseh vum Metalldeel duch Schleif- an Poliertechniken.

Inklusive Elektroplattierung, Galvaniséierung, Chromplattierung etc., dėrbelang een aneren Metall oder Legierung op de Metalloberfläche ze setze fir se Ireegenschaften oder Aussehen ze verbesseren.

Anwëndung vun schutz- oder dekorativen Belägen mat Spraytechniken.

Anwëndung vun schutz- oder dekorativen Belägen mat Spraytechniken.

Duerech Hochdruckblasen um Oxidschichten an Impuretäiten vum Metallflach ze entfernen, flachruggheit besseren.