Tietokoneohjattu numerinen ohjaus (CNC) on vallankumousmainen valmistusteknologia, joka perustuu tietokoneohjattuihin järjestelmiin konekalusteiden toiminnan ohjaamiseksi ja monimutkaisien mäkimyskuvien suorittamiseksi. Manuaalista toimintaa vastoin CNC-koneet ohjataan ennakoivilla ohjeilla (nimeltään CNC-koodi), jotka määrittelevät tarkat liikkeet ja toiminnot, jotka tarvitaan raaka-aineiden muotoiluun valmiiksi osaksi. Tämä edistyksellinen teknologia tarjoaa lukuisia etuja, kuten ylittämätön tarkkuus, lisätty tuottavuus, sopeutuvuus muuttuviin tuotannon vaatimuksiin, kyky käsitellä monimutkaisia geometrioita ja johdonmukaisuus laadussa eri sarjojen osissa. Seurausta, CNC-mäkimys on tulonnut olennaiseksi osaksi modernia valmistusta teollisuudenaloilla, kuten ilmailu-, autoteollisuus, elektroniikka ja lääkityslaitteisto.
Starway'n verkkopalvelu tarjoaa laajan ja tehokkaan ratkaisun osien valmistukseen perustuen 3D CAD-tiedostoihin tai insinöörikuvioihin. Tarjoamme nopea prototyypit, pieniä sarjoja ja suuria määriä eri teollisuudenaloille. Lataa tiedostosi helposti saadaksesi välittömät hinnat, toimitusaikojen arviot ja suunnitteluvalmennuspalautteen CNC-osaasi.
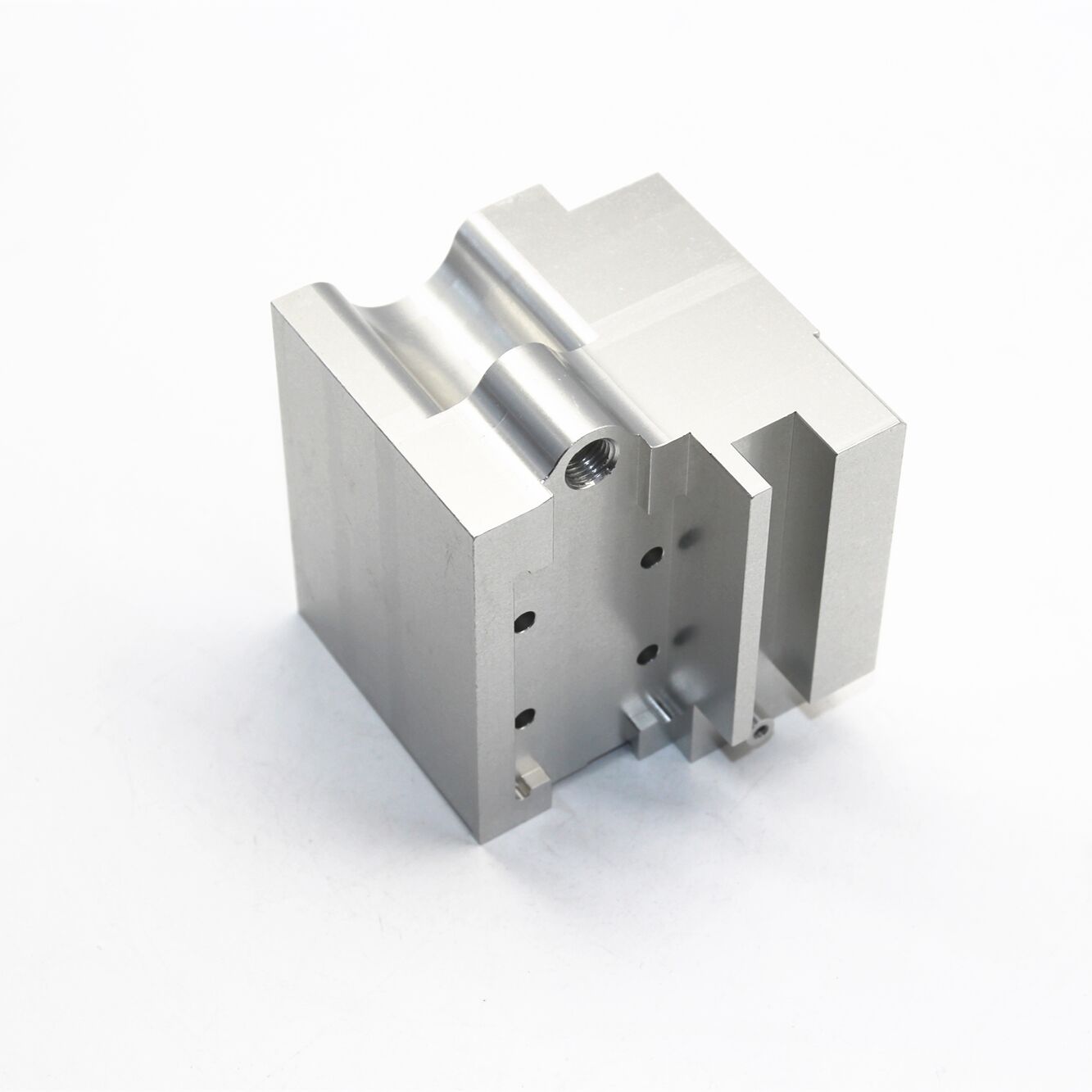
ISO-varmenteinen tehdas käsittelee monimutkaisia suunnitelmia, mukaan lukien metalliympyröiden, kartionosien ja putkien CNC-kierrosta sekä kolmen-, neljän- ja viiden akselin CNC-myllyintä. Kymmenen vuoden teollisuuskokemuksen ja taitokkaiden koneistojen tiimin avulla Starway pystyy käsittelemään kaikki käsittelyyn tai piirustukseen liittyvät ongelmat.
Lisäksi Starwayn laadunvalvontajoukko varmistaa CNC-mekisoitettujen osien laadun kattavien laadunvalvonnan palveluiden avulla, mukaan lukien ISO 9001-varmenteet, tarkastukset, laitteiden jäljitettävyys, materiaalivarmenteet ja soveltuvuussertifiikaat (CoCs).


















Starwayn yhdenmukainen valmistustarve kattaa koko tuotantoprosessin alusta suunnitteluun loppuun tuotantoon, sitoutuneena tarjoamaan laajamittaisia ratkaisuja.
Jokaiselle projektille perustetaan omat palvelutilit (myyntitiimi + ennakkomyyntiinsinöörit).
Starwayn yhdenmukainen valmistustarve kattaa koko tuotantoprosessin alusta suunnitteluun loppuun tuotannon toimitukseen, sitoutuneena tarjoamaan laajamittaisia ratkaisuja.
1.Suunnittelutuki: Tarjoaa 3D-mallintamista, optimointia ja prototyypin valmistamista.
2.Ainevalinta: Tarjoaa erilaisia ainevaihtoehtoja ja mukautettuja ratkaisuja.
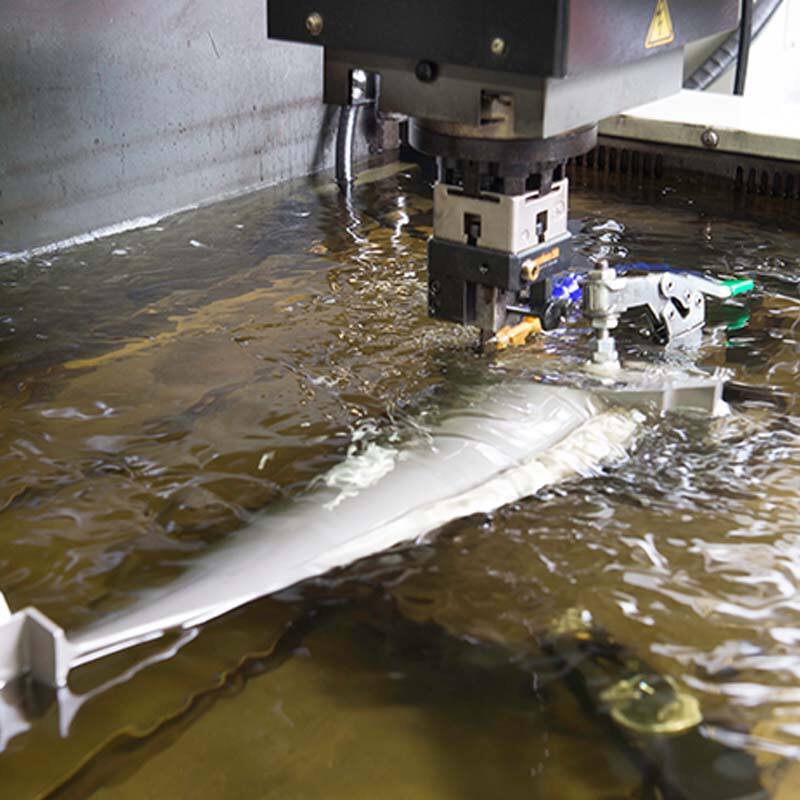
3.Tuotantoprosessit: Sisältää laserleikkaus, timantti, kaari ja varttien yhdistämisen.
4.Kokoonpano: Tarjoaa upottimen asennuksen, rivierin käyttöä ja täydellistä kokoonpanoa.
5.Pinta-osa: Tarjoaa maalauksen, kaluston ja poliisipalvelut.
6.Laatu tarkastus: Varmistaa noudattavan mitallisuuden ja toiminnallisuuden testejä.
7.Pakkaus ja logistiikka: Varmistaa turvallisen pakkaamisen ja ajoituksen toimituksen.
8.Myynnin jälkeiset palvelut: Tarjoaa teknistä tukea ja laadun seurantaa.
Nopea uuden tuotteen kehitys: 3 päivän prototyypin valmistus
Alkamiskokouksesta ja piirustusten vahvistamisesta ensimmäisen osan tarkastukseen, keskiperäisten laaduraporttien antamiseen ja loppuaineiston tarkastukseen jokainen askel tehokkaasti toteutettuna. 1. Tarjoa tilausraportteja vähintään kahdesti viikossa
2.tarjoa SOP -operaatiokäsikirjoja sarjatuotannolle
3.Kattavat laadunvalvontaraportit
Hanki hetkellinen tarjous lataamalla 3D CAD-tiedosto (mukaan lukien STEP, STP, SLDPRT, DXF, IPT, PRT tai SAT-muodot) kautta hetkellinen tarjousmoottori.


Pyörittelyssä pyörivä torno-kone pyörittää töölaitetta samalla kun leikkausväline poistaa materiaalia luodakseen sylinteriset muodot, kuten akset, rautat ja levyt.

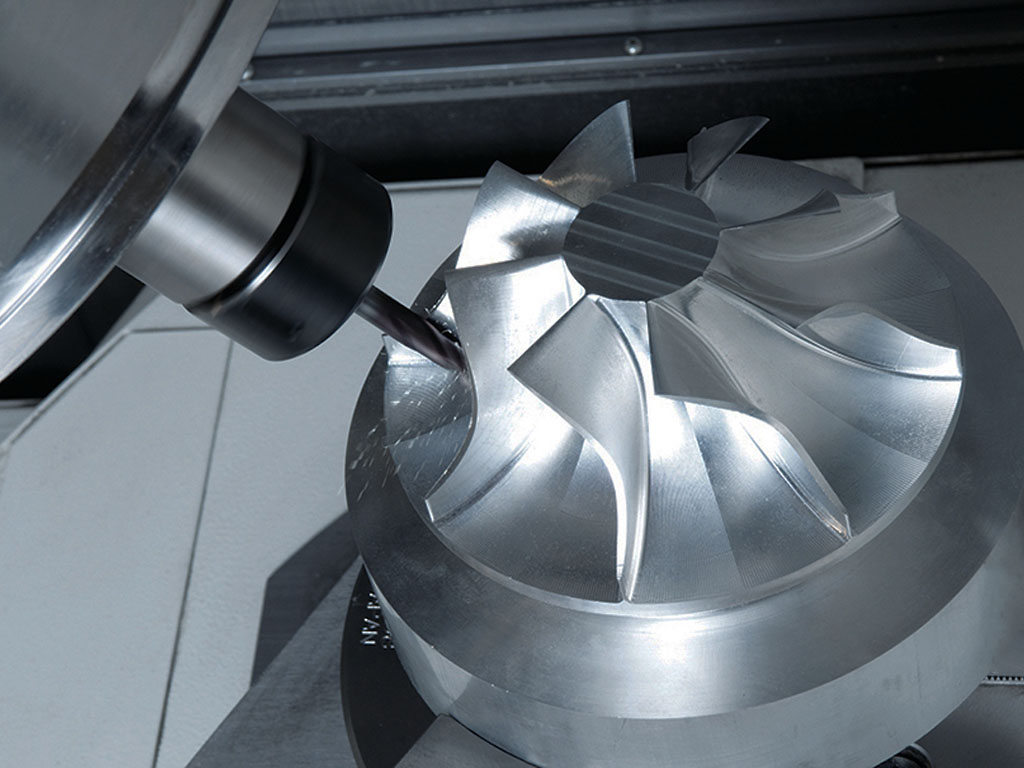
Myllyttäminen sisältää useita hampaita varustettujen leikkausvälineiden pyörityksen, jotka poistavat materiaalia töölaiden pinnasta luodakseen monimutkaisia muotoja, kaaria ja aukkoja.

Ampumisessa käytetään pyörivät ampumisnärkät luodakseen sylinteriset aukot töölaidessa, usein kiinnitysalusteille tai muiden komponenttien majoittamiseksi.

Liukastelu käyttää liukastelinvetoa poistaakseen ylimääräisen roskan tai piikit materiaalista ja saavuttaakseen tarkkoja pintoja töölaidelle.

Broachointi käyttää erikoista työkalua, jolla on useita hampaita, jotka poistavat materiaalia suoraviivaisessa liikkeessä luodakseen avaimenreikiä, splinereitä ja muita monimutkaisia muotoja.

Sauvonta sisältää sauvojen käytön leikataksesi työaineistoja, usein käytetty metallilevyjen tai puuplastien kaltaisissa tuotteissa suorittaisten tai kaarevuosien leikkausten kautta täyttääksesi tuotteen vaatimukset.

Kouruaminen tarkoittaa pyörivien leikkuja-työkalujen käyttöä laajentaaksesi olemassa olevaa reikää tai mukauttaaksesi sen sisämateriaalin halkaisijan asiakkaan vaatimuksiin.

Se prosessoituu pyörrettäessä rautapyykkää ennakkoleikattuun reikään ja pyyhkittyään sisälle työhissä tai mukautetussa muodossa.
EDM käyttää sähköisiä laskuja poistaakseen materiaalia työaineistosta, erityisesti monimutkaisille muodoille tai terähdetyille materiaaleille.


")



| Koko | Metriset yksiköt | Imperial-yksiköt |
| Suurin osan koko pehmeille metalleille [1] ja muoville | 2000 x 1500 x 200 mm 1500 x 800 x 500 mm | 78,7 x 59,0 x 7,8 tuumaa 59,0 x 31,4 x 27,5 tuumaa |
| Suurin osa koville metalleille [2] | 1200 x 800 x 500 mm | 47,2 x 31,4 x 19,6 tuumaa |
| Pienin ominaisuuden koko | ø 0,50 mm | ø 0,019 tuumaa |
| Koko | Metriset yksiköt | Imperial-yksiköt |
| Maks. osan koko kaikille materiaaleille | 2000 x 1500 x 200 mm | 78,7 x 59,0 x 7,8 tuumaa |
| Pienin ominaisuuden koko | ø 0,50 mm | ø 0,019 tuumaa |
| Rajat nimelliselle kokoa varten | Muovit (2768- m) | Metallit (2768- f) |
| 0,5 mm* - 3 mm | ±0,1mm | ±0.05mm |
| Yli 3 mm - 6 mm | ±0,1mm | ±0.05mm |
| Yli 6mm:n 30mm:een | ±0.2mm | ±0,1mm |
| Yli 30mm:n 120mm:een | ±0.3mm | ±0,15 mm |
| Yli 120mm:n 400mm:een | ±0,5mm | ±0.2mm |
| Yli 400mm:n 1000mm:een | ±0.8mm | ±0.3mm |
| Yli 1000mm:n 2000mm:een | ±1.2mm | ±0,5mm |
| Yli 2000mm:n 4000mm:een | ±2mm |
| Osan koko rajoitukset | Metriset yksiköt | Imperial-yksiköt |
| Suurin osan halkaisija | 431 mm | 17 in |
| Suurin osan pituus | 990 mm | 39 in |
| Suurin hiekkaus yli kärryn | 350 mm | 13,7 in |
| Suurin pyörähdysloukku | 40 mm | 1,5 in |
| Rajat nimelliselle kokoa varten | Muovit (2768- m) | Metallit (2768- f) |
| 0,5 mm* - 3 mm | ±0,1mm | ±0.05mm |
| Yli 3 mm - 6 mm | ±0,1mm | ±0.05mm |
| Yli 6mm:n 30mm:een | ±0.2mm | ±0,1mm |
| Yli 30mm:n 120mm:een | ±0.3mm | ±0,15 mm |
| Yli 120mm:n 400mm:een | ±0,5mm | ±0.2mm |
| Yli 400mm:n 1000mm:een | ±0.8mm | ±0.3mm |
| Yli 1000mm:n 2000mm:een | ±1.2mm | ±0,5mm |
| Yli 2000mm:n 4000mm:een | ±2mm |

kuten hiilivarsi, liitosvarsi, rostivarsinainen teräs jne., joita käytetään yleisesti mekaanisten osien ja rakenteellisten komponenttien valmistukseen.

tunnetaan hyvällä vahvuudellaan ja korrosiorinteytöllään, usein käytetty kevyiden osien ja rakenteiden valmistamiseen.

tunnetaan erinomaisella johtavuudellaan ja lämpöjohtavuudellaan, yleensä käytetty sähkökomponenttien ja lämpöjohtavien osien valmistamiseen.

mangan ja sinkin lyhdiste, tunnetaan hyvällä moottorikelpoisuudellaan ja korrosiorinteytöllään, yleensä käytetty venttiilien, putkien ja muiden komponenttien valmistamiseen.

kuten polyetyylieni (PE), polypropyyleni (PP), polyvinyylikloridi (PVC) jne., joita käytetään yleisesti muovisten osien ja kuoren valmistukseen.

tunnetaan hyvällä kuljetuskyvylleen ja tiivistysvahvuutensa ansiosta, yleensä käytetty mekaanisten osien ja pohjien valmistamiseen.

Metallipinnan sileys ja ulkonäkö parannetaan jyrsintä- ja polttoteeknologioiden avulla.

Sisältää elektroplaatitukset, galvanointi, kromipinta-aineet jne., toisen metallin tai liuskeen pinnan päälle asettaminen sen ominaisuuksien tai ulkonäön parantamiseksi.

Korvausten tai dekoratiivisten peittokantojen käyttö spray-maalausmenetelmillä.

Korvausten tai dekoratiivisten peittokantojen käyttö spray-maalausmenetelmillä.

Korkean paineen purkautumisen käyttöä oksidi-kerrosten ja saasteiden poistamiseen metalin pinnalta, mikä parantaa pintapuolustusta.