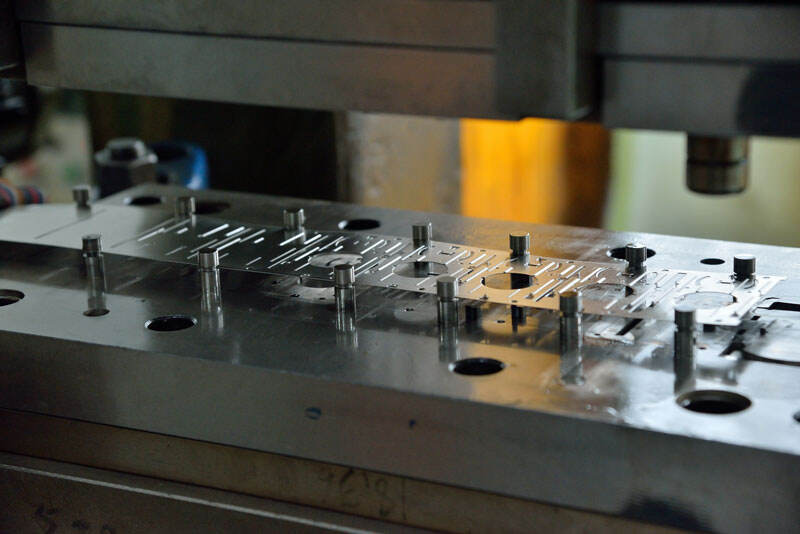
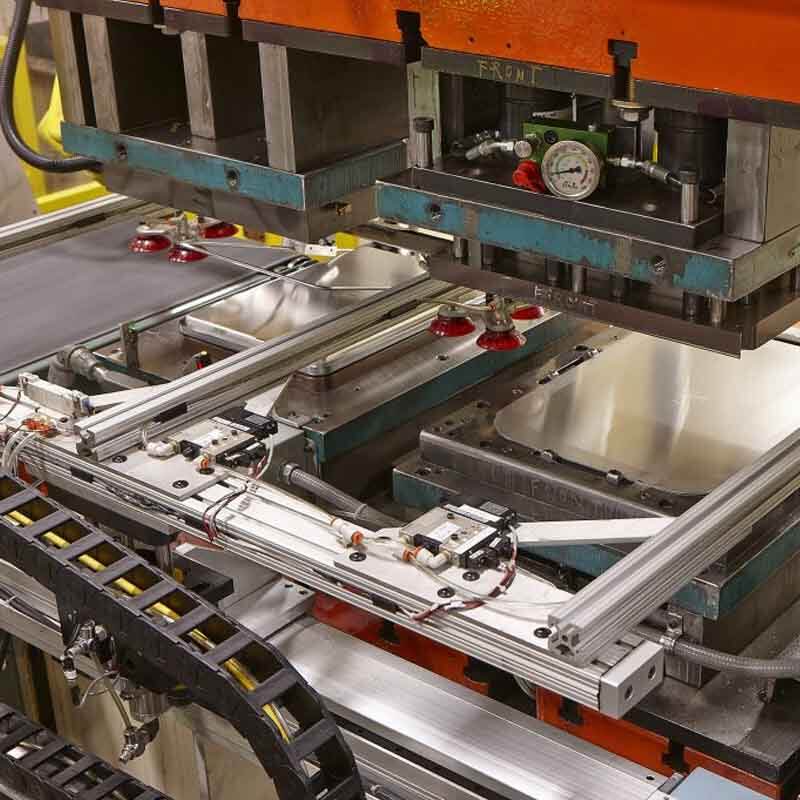
Presado de plialo estas amplemente uzata teknologio en la metalobra industrio, kie plialo formiĝas en deziratajn formojn per matricoj kaj frapo. Tiu procezo implikas aplikon de premo al metalplato kun matrico sur frapmaŝino, kiu kaŭzas plastikan deformon por atingi predeterminitan formon aŭ strukturon. Metalpresado aparte efike masproduktas diversajn kompleksajn partojn.
Kiel malvarma formteknologio, plialopresado kompatiblas kun diversaj materialoj, inkluzive de nerodento, malalta kaj alta karbena stalo, alumino, brunto kaj bakso. La presprocezo ofte kombinas plurajn tranĉajn kaj formajn teknikojn—kiel fletado, frapo, embosado kaj flangoformado—por efike krei detalojn kun multaj detaloj.
La presado de metalo estas kostefika pro sia rapideco kaj malpli grandaj postuloj pri ilento, kio signifas malpli da laboratempo kaj pli malaltaj kostoj por entreteno de la prema ilento. Tamen, unu malavantaĝo estas la pli alta komenca investo por la prema maŝino. Plie, se disignaj ŝanĝoj necesas dum la produkto, anstataŭigi la formilon povas esti malfacila.
Starway specializas sin en produktado de personligitaj premigitaj metalaj partoj el ampleksa gamo da materialoj, inkluzive de bakro, braso, nerdo, aliumo kaj staloj. Niaj premigitaj partoj estas produktitaj kun striktaj tolerancoj. Ni fieraĵas pri oferti kelkajn el la plej konkurencpovaj liverperiodoj en la industrio, kutime rangantaj de 3 ĝis 7 tagoj. Se vi bezonas niajn servojn de metalpremado,
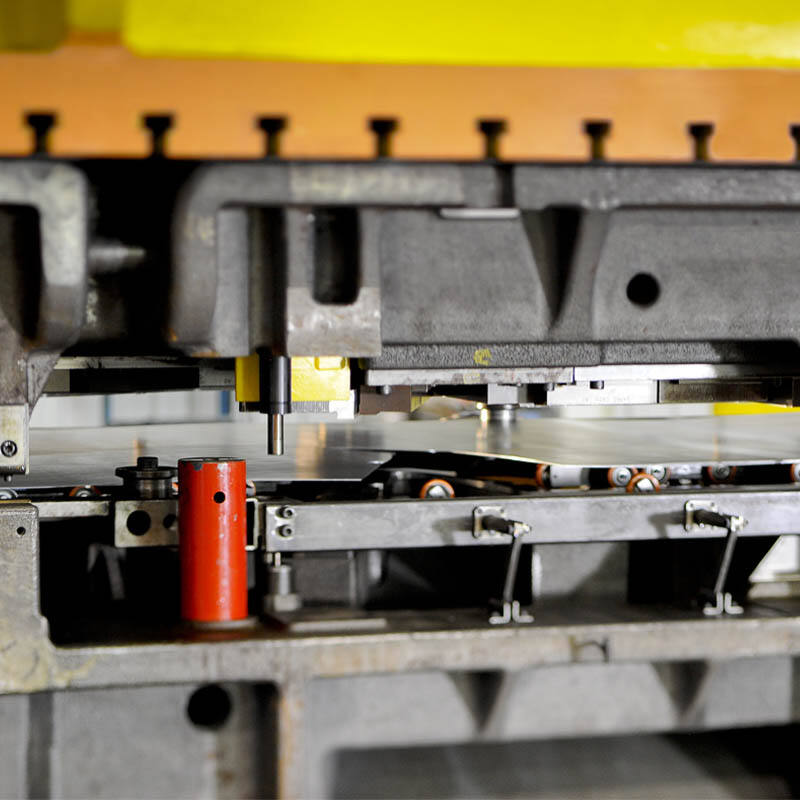
Ni funkciigas diversajn presmaŝinojn kun malsamaj toneladoj, inkluzive de 16 tonoj, 40 tonoj, 63 tonoj, 80 tonoj, 120 tonoj, 200 tonoj kaj 400 tonoj, kio permesas al ni kontentiĝi diversajn produktajn bezonojn. Tiu fleksebleco permesas al ni trakti projektojn rangantajn de malgrandaj serioj ĝis grandskaliga produkto dum tuta prizorgo pri produkta kvalito kaj precizeco. Kun 11 jaroj da branĉa sperto, niaj inĝenieroj kaj vendistoj personye revizuas kaj manue ofertas por ĉiu metalpresado projekto. Tiu personaligita aliro certigas ke ni kontentigas vian unikan specialan bezonon dum provizado de valoraj scioj pri la presada proceso. En la sekva sekcio, vi trovos plian informon pri presado kaj niaj ĉefaj karakterizo.
La presadproceso povas signife plibonigi efikecon tra alta rapideco kaj masproduktado, speciale por alta voluma produktejo.
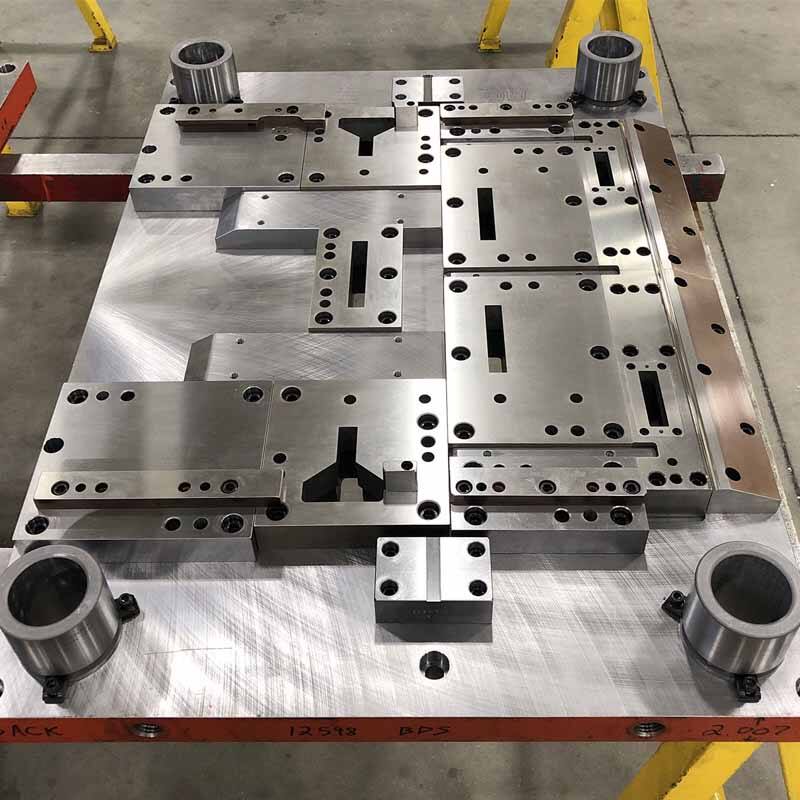
La desegno kaj farado de la stampilo determinas la dimensian precizecon kaj formon de la produkto, kaj la presita produkto kutime havas altan dimesian konstantecen.
En la preseco, la perdo de metalaj materialoj estas malgranda, kaj la plato povas esti racie tranĉita, redukciĝante perdon kaj kostojn.
Povas procezi diversajn metalajn materialojn, inkluzive ŝtelojn, aluminion, kupon, nerodantan ŝtalon, ktp., ampleksa aplikaĵo.
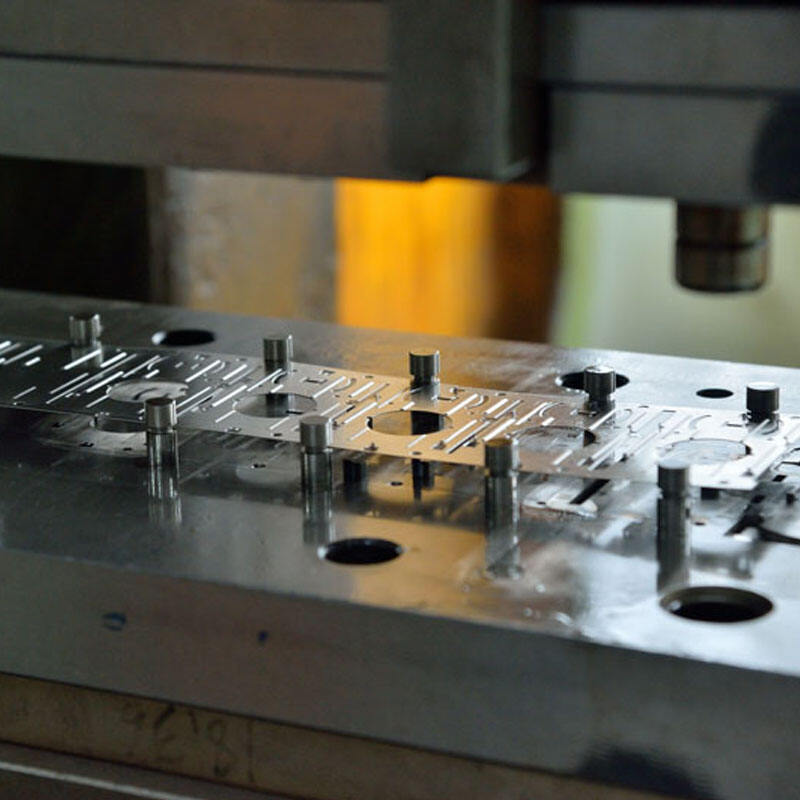
Ĝia ĉefa karakterizo estas ke ĝi povas efike procezi metalajn foliojn en diversaj formojn, kiel kloplokoj, skaloj, teniloj, ktp. Tiu procezo povas certigi ke la procezitaj produktoj havas altan precizecon, glatan surfason, stabilajn dimensiojn, kaj povas kompleti grandan nombron da produktaj taskoj en mallonga tempo.
Folia preseca procezo estas esenca en grandskala produto, ĝi savas tempon kaj kostojn kaj plibonigas la produktan efikecon.
Pro tio ke oni uzas platan metalon en la presadproceso, la uzo de materialoj estas pli efika kaj ekzistas malpli da forĵetoj.
En masproduktado, la unuopa procezrapideco de la presadproceso estas rapida, taŭga por ĉeĥenoperado.
taŭga por diversaj metalaj materialoj kaj diversaj partojfaradoj, larĝa aplikaĵdomajno.
Ĉar la presadprocesado de platan metalo ne postulas svarĉeradon kaj kunligadon, ĝi povas eviti iujn defektojn kaj kvalitproblemojn kaŭzitajn per svarĉerado kaj kunligado kaj plibonigi la fidindecon kaj sekurecon de la produkto.
Ricevu Tujan Oferton per alŝutado de 3D CAD dosiero (inkluzive STEP, STP, SLDPRT, DXF, IPT, PRT, aŭ SAT formatoj) tra nia Tuj-Kalkulilo.
La originalaj masivaj metalaj krudaĵoj estas tranĉitaj en la formon kaj grandon bezonatajn por la proceza procesado, igante la procesadon pli facila.

Ĉi tiu paŝo estas por fari forpunchitajn malplenojn sur la metalfolio laŭ la precizita grando kaj personigita formo de la presado.

La metalfolio estas fleksigita en la deziratan formon laŭ la personigitaj postuloj per specifa formilo.
Metalaj folioj estas metitaj en specifajn metalajn ilojn por krei sulkojn aŭ konveksaĵojn por kontentigi specifajn personigitajn bezonojn.
La proceso implikas sinsekve premiti metalajn foliojn en specifajn formilojn por krei profundajn aŭ konveksajn kufojn por personigo kaj posteblaj procesoj.
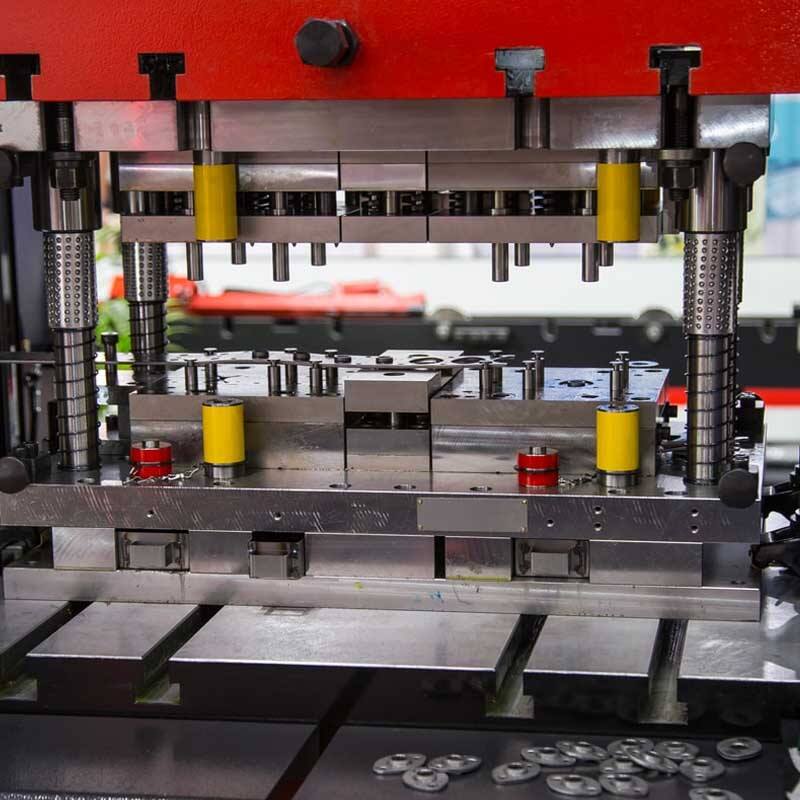
Ĉi tiu procezo konsistas el frapo kaj tranĉado de la metala plato samtempe, kio povas kompleti plurajn operaciojn en unu paŝo, kio tre pliiĝigas la efikecon de la prilaborado.
Ĉi tiu procezo konsistas el forpunoj en metalplato kaj povas krei serion da regulaĵoj aŭ modeloj sur la metalplato.
Fiksi metalajn foliojn sur spindaj formoj kaj formi ilin sub premo en deziratajn formojn.








Materialoj ofte uzataj por presado sur plialmetalo kutime posedas bonan plastikecon kaj forton, kaj povas produkti idealan deformon sub premo sen rompiĝo aŭ produktado de seriozaj defektoj. Materialoj kaj karakterizoj por la plialmetala presadproceso de Starway.

La karbonenhavo de malalta-karbona stalo ĝenerale estas inter 0,05% kaj 0,25%, kun bona traktableco, modera forto, ekstreme bona formiga kapablo kaj malla alta proceskosto. Pro sia malalta prezo kaj facila presado, malalta-karbona stalo estas larĝe uzata en aŭtomobilda korpo, elektrobultaj kuŝtabeloj, konstruaĵaj metalaj partoj kaj tiel plu.

Acero nediferma estas konata pro siaj priskribitaj trajtoj de korozia rezistemo, alta forto kaj duro, same kiel bona performado je altecoj. Komunaj tipoj inkludas 304 kaj 316. Ĝi taŭgas por produkti kuirejan varejon, medicinajn aparatojn kaj arĥitekturajn komponentojn. Tamen, ĝi havas kelkajn malavantagajn aspektojn: labora induraĵo povas okazi dum la procesado, kio kaŭzas pli rapidan formonuŝon kaj pli malfacilan maŝinadon.

Alumino kaj ĝiaj legoj estas leĝerpezaj, ofertas bonan termikan kaj elektran konduktecon, kaj posedas exelan korozian reziston. Komunaj tipoj inkludas 6061, 5052 kaj 7075. Ĝi ofte uzatas en la produktado de aerospacaĵoj, aŭtomobilaj korpoj kaj elektroproduktaj kuvertoj. Tamen, ili havas iujn malavantaĝojn: malalta duro, facil-ebla al fari ŝramojn, kaj pli altaj postuloj pri formdesegno.

Plato el galvanigita acero havas cinkan reveturon sur ordinara acero por plibonigi la korozia resistemo kaj krei glatan surfacan.Ĝi ofte uzata en eksterlanda aparataro, tuboj kaj struktura konstruado. Tamen, la reveturo povas esti damaĝita dum procesado, eble kompromitante ĝian antaŭkorziajn ecojn.

Kupro kaj siaj aliaĵoj, kiel braso kaj bronzo, estas konataj pro iliaj prunkonduktivaj kaj termokondutivaj ecoj, korozia resistemo, kaj bona plastikeco, igante ilin facilajn presi kaj formi.Ĝi kutime uzata en produktado de elektronikaj komponentoj, komunikada aparataro, kaj dekoraciaĵoj.Tamen, ili havas iujn defektojn, inkluzive alta kostoj kaj tendenco oxidiri kaj malvarmigiĝi.

Acero kun specifaj kemikiaj komponaĵoj kaj mekanikaj ecoj, taŭga por produkti fortaĵojn de alta fortiko kaj portantaj komponentoj.Tamen, ĝi tendencas esti pli kosta kaj povas esti pli malfacila procesi.
En la procezo de presado de folmetalo, elekti la ĝustan materialon estas tre grava. Starway rekomendas, ke se vi bezonas procezon de presado de folmetalo, vi devus konsideri la jenajn aspektojn:
1. Plasteksteco de la materialo: La materialo devas havi bonan plastekstecon por ke ĝi povu deformiĝi dum la presadproceso sen rompiĝi.
2. Forteco kaj duonharto: la forto de la elekta materialo devus esti taŭga por la uzokondiĉoj de la produkto; tro forta materialo povus pliiĝigi la useron kaj malmultecon de maŝinado de la stampilo.
3. Korozia resistemo: Por partoj kiuj postulas korozian resistemon, oni kutime elektas koroziecaj resistentaj materialoj, kiel aŭsteno, aliumligajo aŭ galvanizita stalo.
4. Ekonomio: La kostoj de la materialo ankaŭ estas gravaj faktoroj en la selekcio. Sub la kondiĉo de kontentigado de la performancaj bezonoj, provu elekti kost-eblajn materialojn.
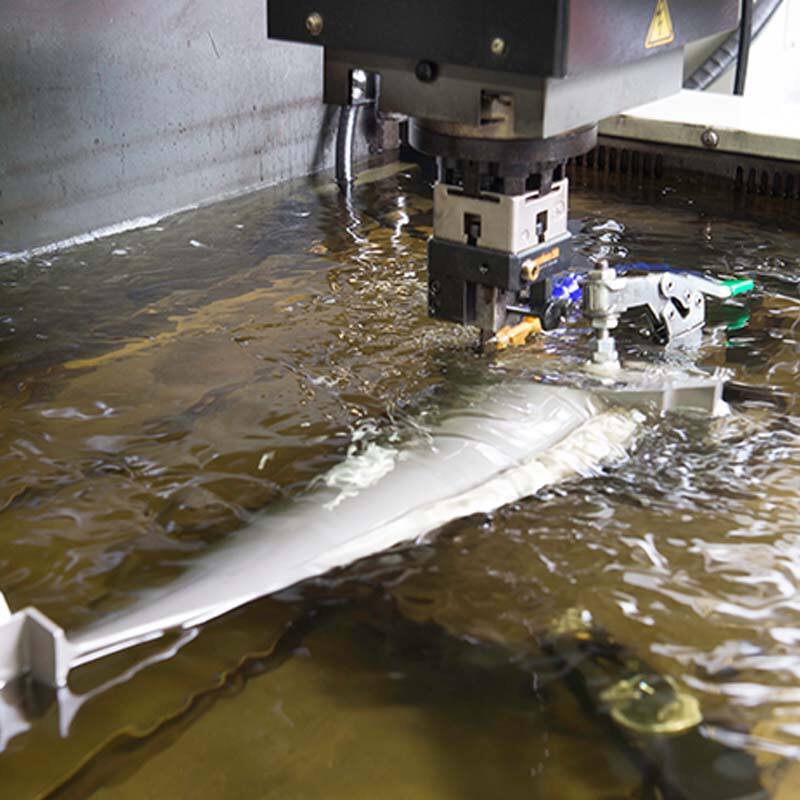
La plej multaj specoj de folmetala materio povas esti tranĉitaj per prese aŭ lasertranĉa tekniko, sed la spesmalsaĝo variadas. La perdo kaŭzita de la materialoj estasankaŭ malsama, bonvolu konsulti la jenan liston:
| Alumino 5052-H32: | spesmoj de 0,040 pol.-0,250 pol. (1,016mm-6,35mm) |
| Alumino 6061-T651: | spesmoj de 0,040 pol.-0,250 pol. (1,016mm-6,35mm) |
| Alumino 6061 | eblas por profila/perimetra frapo, sed ne taŭgas por formitaj detaloj. |
| Malalta karbona stalo CR 1008: | maldikoj de 0,036 col.-0,119 col. (0,914mm-3,023mm) |
| CR Galvanizita: | maldikoj de 0,036 col.-0,119 col. (0,914mm-3,023mm) |
| CR Galvananejita: | maldikoj de 0,036 col.-0,119 col. (0,914mm-3,023mm) |
| Kupro C101, C110: | maldikoj de 0,040 col.-0,125 col. (1,016mm-3,175mm) |
| Latuno C260: | maldikoj de 0,040 col.-0,125 col. (1,016mm-3,175mm) |
| Nefera Stalo 304/304L, 316/316L: | maldikoj de 0,036 col.-0,074 col. (0,914mm-1,88mm) |

Malkrudigado kaj bonigado de la aspekto de la metalaj surfacoj per teradtechnikoj kaj polirado.

Inkluzive elektroplaco, galvanizado, kromplaco, ktp., deponejo de alia metalo aŭ lego sur la metalan surfaceton por plibonigi ĝiajn ecojn aŭ aspekton.

Apliko de protektaj aŭ dekoraj kovraj per spritmetodoj.

Ŝanĝado de la strukturo kaj ecoj de la metalo per varmigo kaj malvarmigo, ekzemple kuŝado, temperado, ktp.

Ŝanĝado de la strukturo kaj ecoj de la metalo per varmigo kaj malvarmigo, ekzemple kuŝado, temperado, ktp.





