Mājas Lapa > Pakalpojumi > Plāksnes Metāla Izgatavošana > Saldēšana
Šajā sadaļā varat augšupielādēt savus dizaina dokumentus vai apstrādes prasības, lai redzētu tūlītēju cenu, piegādes laiku un transporta laiku, un profesionāli inženieri sazināsies ar jums. Starway nodrošina desmitiem dažādu apstrādes procesu, tostarp CNC apstrādi, metāla svaidīšanu, plāksnes griešanu un iekaltēšanu, un Starway fabrika jums var piedāvāt kopējo pielāgotu apstrādes risinājumu.
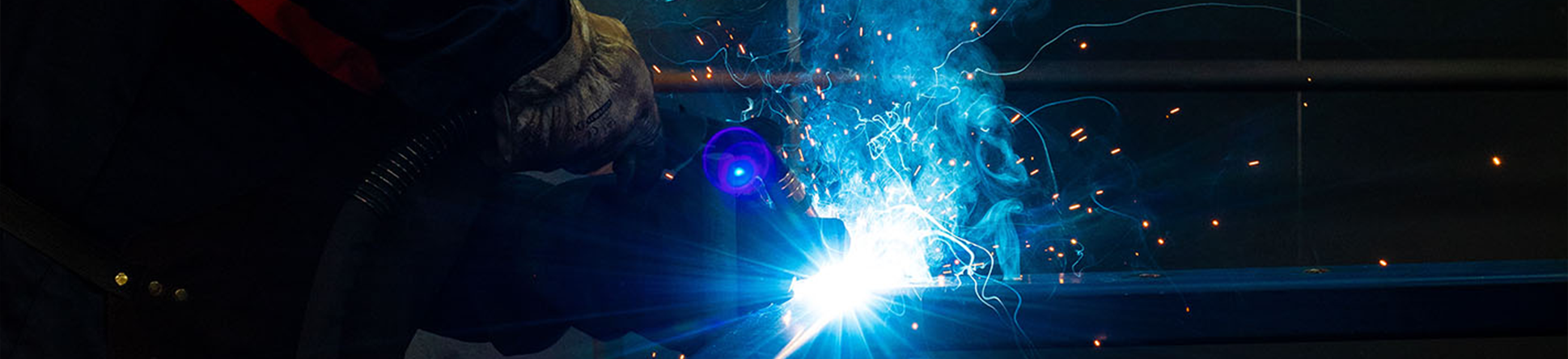
Plāksnes metāla savilkšana ir tehnika, ar kuru savieno plakas metālla līstus, izmantojot augstu temperatūru vai spiedienu, un to bieži izmanto, lai izveidotu sarežģītas metāla struktūras un komponentus. Savilkšanas laikā darba gabals tiek uztaisīts līdz šķautnes punktam, lai veidotu dzelzs baseinu, kas pēc izzudzības solidificējas par savilkumu.
Tā kā plāksnes metāls ir ļoti smails, savilkšanas metodei jāņem vērā dažādi faktori, piemēram, materiāla smalkums, savilkšanas stipruma un izskata aspekti. Plāksnes metāla savilkšana plaši tiek izmantota avoti, aviācijas, būvniecības un mājsaimniecības iekārtu citos nozarēs. Turklāt plāksnes metāla savienojuma veidi ietver arī rivēšanu, lipināšanu un ciepurošanu. Plāksnes metāla savilkšana ļauj produktu inženieriem savienot atsevišķus metāla daļiņas, lai veidotu sarežģītas funkcionālas struktūras.
Starway specializējas custom sasvaidīšanas produktu ražošanā dažādiem metāllapām. Mūsu sasvaidīšanas veidi ieskaita, bet nav ierobežoti šādiem: loku sasvaidīšana, pretestības sasvaidīšana, lasersasvaidīšana, plazmasasvaidīšana, gāzu sasvaidīšana, triksnis sasvaidīšana, ultraklāsts sasvaidīšana utt. Mēs lepojamies ar vispirmsnējo konkurētspējīgo piegādes laiku nožarotnē, kas parasti sasniedz no 3 līdz 7 dienām. Ja jums nepieciešami mūsu metāla sasvaidīšanas pakalpojumi, [noklikšķiniet šeit, lai iegūtu kavu]
Starway fabrika ir daudz pieredzējušu svārstības meistaru, katrs no kuriem var piedāvāt svārstības procesus, tostarp, bet ne tikai: Zivju mēža svārstība, savienojuma svārstība, kakta svārstība, caurumu svārstība, dubultsvārstība, klājiena svārstība, punktu svārstība, gāzes aizsargāta svārstība, jumta svārstība, svārstības baseina svārstība un citi svārstības procesi, katram svārstības procesam ir savi īpašumi un lietojumi, specifiskais izvēles variants atkarīgs no materiāla biežuma, savienojuma formas un nepieciešamās stipruma un izskata prasībām. Ar 11 gadu nozares pieredzi mūsu inženieri un pārdošanas personāls personaļi pārbauda un manuāli kavē katru metāla formēšanas projektu. Šis personalizētais pieejas veids nodrošina, ka mēs apmierinām jūsu unikālos pielāgotos vajadzības, vienlaicīgi sniedzot vērtīgus ieteikumus par svārstības procesu. Nākamajā nodaļā jūs atradīsiet papildu informāciju par svārstību un mūsu galvenajiem funkcijām.
Princips: Starp lodi un darba gabalu, caur arku, tiek radīts šalks, kas sagriež lodi un aizpilda svārstīšanas zonu. MIG izmanto neaktīvu gāzi (piemēram, argonu), lai aizsargātu svārstīšanas vietu, savukārt MAG izmanto aktīvu gāzi (piemēram, oglekļa dioksīdu vai gāzu maiņas sajaukumu). Īpašumi: Piemērojams dažādu materiālu svārstīšanai, piemēram, nerūtīgajam tēraudam, aluminijam, ogļu tēraudam utt. Ātra svārstīšanas ātrums, piemērojams masveida ražošanai. Gluda svārstīšana, maz plūdiņiem, samazina pēcstrādājumu. Piemērojums: Izmantots automobiļu ražošanā, liellopu struktūrās un rūpnieciskās iekārtas ražošanā.
Princips: Tungstena elektrods tiek izmantots, lai radītu loku, kas aplamē dzelzs plāksni un pievienoto metālu, savukārt inerts gāze (piemēram, argons) aizsargā svārku un novērš oxidāciju. Īpašumi: Augsts svārka kvalitātes līmenis, piemērots detaļu precīzai svārkai. Var svārkot plašu metālu šķiru, tostarp alūminiju, magnēzu un nerīžojošu tēraudi. Fleksibla darbība, piemērota plāksnēm un sarežģīti formētiem darbiem. Piemērošanās: Precīzas svārkas gadījumos, piemēram, medicīnas iekārtu un nerīžojošā tērauda produktu ražošanā.
Princips: Caurspiedums tiek pārvietots caur diviem uzklātajiem metāla gabaliem ar pa starpniecību elektrodu, un rezistences radītais siltums tiek izmantots vietējam aplamēšanai, lai abus savienotu kopā. Īpašumi: Piemērots plāksnēm no smaga metāla, svārks ir mazs un ciešs. Nav nepieciešams pievienotais materiāls, augsta svārkas efektivitāte. Piemērots masveida ražošanai, ar automātisko procesu. Piemērošanās: Galvenokārt auto ražošanā, mājsaimniecības iekārtu industrijā un plāksņu apvienošanā.
Principa: Augstenerģijas lasers starojuma lietošana plāksnēm, kas tūlītēji sasilst un metāls ritinās, veidojot svārku. Īpašumi: Izkaisums svārkam, maza termiski ietekmētā zona, mazāk deformatības. Augsts ātrums, precīzs svārkšana, piemērots detaļu finēšanai. Labi atbilst grūti apstrādājamām materiālu veidam (piemēram, alu, nerīzīgajam tēlei). Piemērošana: Lietojams augstprecizitātes un augstspēcības svārkšanas prasībām, piemēram, elektroniskajiem ierīcēm, precīziem mehāniskajiem daļām utt.
Principa: Augsttemperatūras flāmu, ko ražo acetilēna un skābekļa degšana, izmanto metāla svārkšanai. Īpašumi: Iekārtas ir vienkāršas un piemērotas zemākiem izmaksu un zemākiem prasību svārkšanas uzdevumiem. Piemērota plāksnēm un mazākiem daļām remontam un svārkšanai. Piemērošana: Bieži izmantota plāvumetala remontam un mazākiem rokassvārkšanas gadījumiem.
Princips: Plazmas loka svaidzināšanas izmantošana, enerģijas koncentrācija, smalks svaidziņš un augsts precizitātes līmenis. Īpašumi: Mazs temperatūras ietekmes zons, piemērots augstas precizitātes un lielāks metāla biežuma svaidzināšanai. Spēj svaidzināt augstas stipruma aliejumus un uzturības materiālus. Pilnveidojums: Piemērots lielām mašīnbūves iekārtām vai lielākiem svaidzināšanas punktiem.
|
Tērauds |
Alumīnijs |
Vara |
Nerūsējošais tērauds |
|
1075 Sprindžu dzelzs, termiski apstrādāts
|
Aluminiums 2024-T3
|
Miedzis 101, H00 līdz H01
|
Nerūsējošais tērauds 17-4 PH, atkārtojums
|
|
1075 sprīdveida tērauds, zils temperēts
|
Aluminiums 5052 H32
|
Miedzis 110, atkārts
|
Nerūsējošais tērauds 17-7, stiprināts
|
|
1095 sprīdveida tērauds, atkārts
|
Aluminiums 6061 T6
|
Miedzis 110, H01
|
Nerūstamais dzelzs 301, sprindzinājuma temperatūra
|
|
1095 sprindzinājuma dzelzs, zilā temperatūrā
|
Alumīnija 7075 T6
|
Mieds 110, H02
|
Nerūsējošais tērauds 304
|
|
4130 hrom-molibdēna dzelzs, atkārtoti izkaltināts
|
Alumīnija MIC6
|
Kausējs broncis 932 M07
|
Nerūstamais dzelzs 304 šims, paaugstināts
|
|
AR400 dzelzs, paaugstināts
|
|
Brass 260
|
Nerūstamās dzelzs 304, #4 cepurēta
|
|
AR500 dzelzs, stiprināts
|
|
Brass 353 H02
|
Nerūstamā dzelzs 316
|
|
Karst izvilkta dzelzs 1045
|
|
Brass 464 H01
|
Nerūstamā dzelzs 410, atkausēta
|
|
Karst izvilkta dzelzs A569/ASTM A1011
|
|
Bronze 220 H02
|
Nerūstamā dzelzs 430, #3 cepurēta
|
|
Dzelzs 1008, zinco galvanizēts
|
|
Bronza 510 H08 (sprīgs)
|
Nerūstamais dzelzs 440C
|
|
Dzelzs 1018
|
|
Silīcija bronza 655
|
Nerūstamais dzelzs CPM 154
|
|
Dzelzs 4140, stiprināts
|
|
|
Nerūstamais dzelzs S30V, termiski apstrādāts
|
|
Dzelzs 80CRV2
|
|
|
|
|
Dzelzs A36
|
|
|
|
|
Dzelzs A36, skābes apstrādāts un ar olēna apmazināts
|
|
|
|
|
Dzelzs A366\/1008
|
|
|
|
Vārds |
Materiāli |
Krāsa |
Tekstūra |
Biezums |
|
Anodēšana |
Alumīnijs |
Gaišs, melns, pelēks, sarkans, zils, zelts. |
Gluda, matovida beigas. |
Smalks slānis: 5-20 μm KĻS smagais anodisks slānis: 60-200 μm |
|
Bumbiņu strūklas apstrāde |
Alumīnija, Bronza, Nesteidzams dzelzs, Dzelzs |
Nav |
Matīgs |
0.3mm-6mm |
|
Pulvera apvalkošana |
Alumīnija, Bronza, Nesteidzams dzelzs, Dzelzs |
Melns, jebkurš RAL kods vai Pantone numurs |
Gloss vai pusgloss |
5052 Alumīnija 0.063"-0.500" 6061 Alumīnija 0.063"-0.500" 7075 Alumīnija 0.125"-0.250" Mielais dzelzs 0.048"-0.500" 4130 Chromoly dzelzs 0.050"-0.250" Nesteidzams dzelzs 0.048"-0.500" |
|
Elektroapstrāde |
Alumīnija, Bronza, Nesteidzams dzelzs, Dzelzs |
Atšķiras |
Gluda, gaiši mazgāta izbeidzuma |
30-500 μin |
|
Pulēšana |
Alumīnija, Bronza, Nesteidzams dzelzs, Dzelzs |
Nav pieejams |
Gludrs |
Nav pieejams |
|
Skrāpēšana |
Alumīnija, Bronza, Nesteidzams dzelzs, Dzelzs |
Atšķiras |
MATOVAINS |
Nav pieejams |
|
Silkskrīna druka |
Alumīnija, Bronza, Nesteidzams dzelzs, Dzelzs |
Nav pieejams |
Nav pieejams |
1 μm |
|
Pasivācija |
Nerūsējošais tērauds |
Nav |
Nemainīgs |
5μm-25μm |
Svāršanas procesu parasti veic augstās temperatūras apstākļos, lai metāla darba gabals būtu daļēji sajaukts un savienots ar svāršanas daļu, pēc tam dzesēts, lai izveidotu stipru savienojumu.
To starpā gāzes aizsargāta svāršana, punktsvāršana, lasersvāršana utt., atšķirīgas svāršanas metodes ir piemērotas dažādiem materiāliem un biežumam, kas arī ir ļoti atšķirīgi.
Svārstītais savienojums parasti ir ar augstu spēku, kas vispār tuvojas vai pat ir augstāka nekā paša materiāla spēks.
Svāršana var radīt šiluma ietekmes zonu uz metāla virsmas, kur materiāls var mainīties, ietekmējot spēku un koraždību.
Svāršanas kvalitāte nav tikai jābūt stiprai, bet arī jāatbilst konkrētiem prasībām attiecībā uz produkta izskatu un ilgtspēju.
Pēc produkta svaidzināšanas svaidzināta sajauka veidos vienotu struktūru, piemērotu augstam stiprumam un sarežģītai pielāgojamībai.
Salīdzinājumā ar citiem savienojumu veidošanas veidiem, svaidzināšanas process neizraisa papildu materiālu zaudējumus.
Var tikt izmantots dažādos metāla materiālos un to alejancēs, plaši izmanto stīlā, alūminijā, nerīvotajā stīlā un citos metālu savienojumos.
Svaidīšana ir piemērota dažādu formu un izmēru darbiem, un var tikt savienotas lielas vai lokālas zonas.
Salīdzinājumā ar citiem savienošanas veidiem, piemēram, rivēšanu vai šķērsošanu, svaidīšana prasa zemākas rīku un materiālu izmaksas un augstāku ražošanas efektivitāti.
Iegūstiet Tūlītēju Kļūdu Izvērtējot 3D CAD failu (ieskaitot STEP, STP, SLDPRT, DXF, IPT, PRT vai SAT formātus) caur mūsu Tūlītējo Cenu Aprēķināšanas Sistēmu.
Izvēlēties pareizo materiālu ir kritiski svarīgi svaidīšanas kvalitātei un produktu īpašībām. Zemāk ir sniegta dažu bieži lietoto metāla svaidīšanas materiālu apraksts:
Īpašumi:
To sastāvā ir hroms, un tas ir ozidēšanai un korozijai atbalstīgs.
Augsta stipruma, laba drēgnuma, piemērots augstam stiprumam un ilgtspējai struktūrai.
Priekšrocības:
Spēcīga korozijsargā spēja, piemērota lietošanai smidzinātajā vai korozīvajā vide.
Labi saliecama, piemērota dažādiem saliecšanas procesiem, piemēram, MIG saliecšanai, TIG saliecšanai.
Smagana, virsmas apstrāde ir ar labu izskatu.
Īpašumi:
Augstāks oglekļa saturs, stipruma un cietuma rādītāji pieaug ar oglekļa satura palielināšanos.
Tikpat bieži tiek izmantota celtniecībā un mašīnu ražošanā.
Priekšrocības:
Laba saliecamība, piemērota dažādiem saliecšanas procesiem.
Zema cena un viegli iegūstama.
Augsts stipruma līmenis, piemērota krājamo struktūru veidošanai.
Īpašumi:
Smagi metāli, zema blīvums, piemēroti vieglās konstrukcijas vajadzībām.
Tas ir ar labu elektroprovodību un korozijas atbalstu.
Priekšrocības:
Viegls svars, piemērots aviācijai, automašīnu un citiem jomām, kur ir pieprasīts svara samazinājums.
Laba korozijas atbalsta īpašība, piemērota ārējiem vai mitruma apstākļiem.
skaista pēc svaidīšanas, gluda virsma.
Īpašumi:
Tas ir viens no vieglākajiem struktūras metāliem ar labu spēku-svars attiecību.
Laba seismiskā izturamība, bieži izmantoti automašīnu un kosmosa jomās.
Priekšrocības:
Viegls svars, piemērots augstas stipruma vieglajai dizaina shēmai.
Augsts enerģijas absorbēšanas līmenis pielietojumiem, kas prasa šoka pretestību.
Īpašumi:
Laba elektromagnētiskā un siltuma vadība.
Korozijas atbalstība, īpaši Jūras vai rūpnieciskos videjos.
Priekšrocības:
Ļoti laba elektromagnētiskā un siltuma vadība, piemērojama vārīšanai elektromagnētiskajos un elektronikas jomās.
Laba korozijas atbalstība, piemērojama struktūrām, kuras prasa korozijas atbalstību.
Īpašumi:
Zema blīvums, augsts spēks, lieliska korozijas atbalstība.
Tas ir ar augstu karsta un oksidēšanas atbalstību.
Priekšrocības:
Savienojums no vieglas smaguma un augsts spēks ir piemērots augstprasmju jomām, piemēram, kosmosa un medicīnas iekārtām.
Ļoti laba korozijas un karsta atbalstība.
Kopsavilkums:
Nerūtīgs dzelzs ir piemrots svārstīšanai ar augstiem spēku un korozijs aprindojuma prasību apjojumiem.
Ogļradzes ir piemrots augstspēcīgiem un izmaksu jutīgiem struktūru.
Alumīnija un alumīnija aliejumi ir piemrots vieglslieksnes dizainam, bet svārstīšana prasa šķietu kontroli.
Magnezija aliejumi ir viegli un zeminiecības atbalstīgi, bet svārstīšana ir grūta.
Koprs ir piemrots elektros vadībai vai korozijs aprindojumam, bet termiskā vadība padara svārstīšanu grūtāk.
Tītanija aliejumi ir piemrots augstam spēkam, korozijs aprindojumam un karstuma aprindojumam, bet svārstīšana ir sarežģīta un izmaksas.
