Η μηχανική επεξεργασία με Ελεγχόμενο υπολογιστικά Αριθμητικά (CNC) είναι μια κορυφαία τεχνολογία παραγωγής που βασίζεται σε συστήματα ελέγχου υπολογιστή για να λειτουργούν μηχανικά εργαλεία και να εκτελούν περίπλοκες εργασίες μηχανικής. Αντίθετα με την χειροκίνητη λειτουργία, οι μηχανές CNC καθοδηγούνται από προγραμματισμένες διαταγές (γνωστές ως CNC κώδικας) που καθορίζουν τις ακριβείς κινήσεις και ενέργειες που απαιτούνται για να μετατρέψουν απλές ύλες σε τελικά συστατικά. Αυτή η προηγμένη τεχνολογία προσφέρει αρκετές προνομιακές προσδοκίες, όπως απαράβατη ακρίβεια, αύξηση της παραγωγικότητας, προσαρμοστικότητα στις αλλαγές των απαιτήσεων παραγωγής, ικανότητα να αντιμετωπίζει περίπλοκες γεωμετρίες και συνέπεια στην ποιότητα σε διαφορετικές σειρές μερών. Έτσι, η μηχανική επεξεργασία CNC έχει γίνει μια απαραίτητη πτυχή της σύγχρονης παραγωγής σε βιομηχανίες όπως η αεροναυπηγική, η αυτοκινητοβιομηχανία, η ηλεκτρονική και τα ιατρικά συσκευάσματα.
Η υπηρεσία online CNC μηχανοποίησης της Starway προσφέρει μια αυτοτελή και αποδοτική λύση για την κατασκευή μερών με βάση 3D CAD αρχεία ή μηχανικά σχέδια. Παρέχουμε γρήγορη δημιουργία πρωτότυπων, παραγωγή μικρών μπατσών και μεγάλης κλίμακας για διάφορους τομείς. Απλώς μεταφορτώστε τα αρχεία σας για να λάβετε άμεση τιμολόγηση, χρονοδιαγράμματα και ανατροφή για τη σχεδίαση για την παραγωγή των μερών σας με CNC.
Ο ISO πιστοποιημένος εργοστάσιος χειρίζεται πολύπλοκες σχεδιάσεις, συμπεριλαμβανομένης της CNC γυροβολής μετάλλων κυλινδρικών μορφών, κωνικών μερών και διαδόματος, καθώς και τριάξιων, τετράξιων και πεντάξιων CNC μολύβισματος. Με 11 χρόνια εμπειρίας στον τομέα και ένα ομάδα ειδικευμένων μηχανικών, η Starway μπορεί να αντιμετωπίσει οποιαδήποτε προβλήματα που εμφανίζονται κατά την επεξεργασία ή το σχέδιο.
Επιπλέον, η ομάδα ελέγχου ποιότητας της Starway εξασφαλίζει την ποιότητα των μερών σας με CNC μηχανοποίηση μέσω εξαντλητικών υπηρεσιών ελέγχου ποιότητας, συμπεριλαμβανομένης της πιστοποίησης ISO 9001, έλεγχων, αναμονής τρακιών υλικών, πιστοποιητικών υλικών και Πιστοποιητικών Συμμόρφωσης (CoCs).


















Η υπηρεσία μια-στάσης της Starway καλύπτει ολόκληρη την διαδικασία παραγωγής από τον σχεδιασμό ως την παράδοση του τελικού προϊόντος, υποσχόμενη να παρέχει εξολοκλήρου λύσεις.
Θα δημιουργηθούν ειδικοποιημένες ομάδες υπηρεσιών για κάθε έργο. (Ομάδα προπωλητικής+ Μηχανικοί προπωλητικούς.)
Η υπηρεσία μια-στάσης της Starway καλύπτει ολόκληρη την διαδικασία παραγωγής από τον σχεδιασμό ως την παράδοση του τελικού προϊόντος, υποσχόμενη να παρέχει εξολοκλήρου λύσεις.
1.Υποστήριξη Σχεδιασμού: Προσφέρει 3D μοντελοποίηση, βελτιστοποίηση και πρωτότυπα.
2.Επιλογή Υλικού: Παρέχει διάφορες επιλογές υλικών και προσαρμογή.
3. Προϊόντα κατασκευής: Περιλαμβάνει κοπή με λέιζερ, χαρακωματογράφηση, σύγκαμψη και συνδέσεις.
4. Συνέλιξη: Προσφέρει εγκατάσταση εισαρτήσεων, ριβέτιση και πλήρη συνέλιξη.
5.Αντιμετώπιση Επιφανειών: Παρέχει υπηρεσίες ζενιάς, χρωματισμού και αφύλλωσης.
6.Έλεγχος Ποιότητας: Ασφαλείς την συμμόρφωση με διαστατικά και λειτουργικά δοκιμάσματα.
7.Πακετοβολισμός και Λογιστική: Ασφαλείς ασφαλή πακετοβολισμό και ενδεδειμένη παράδοση.
8.Υπηρεσίες Μετά την Πώληση: Προσφέρει τεχνική υποστήριξη και παρακολούθηση ποιότητας.
Γρήγορη ανάπτυξη νέων προϊόντων: κατασκευή πρωτότυπων σε 3 ημέρες
Από την αρχική σύνοδο εκκίνησης και την επιβεβαίωση σχεδίων μέχρι την έλεγχο του πρώτου κομματιού, τα μεσαία αναφορά ποιότητας και την τελική έλεγχο προϊόντος, κάθε βήμα εκτελείται αποτελεσματικά. 1.Προσφέρουν αναφορές παραγγελιών τουλάχιστον δύο φορές την εβδομάδα
2.προσφέρουν χειροβιβλία επιχειρήσεων SOP για τιμολόγια παραγγελιών
3.Αναφορές εξολοκλήρου ελέγχου ποιότητας
Λάβετε Αμεσή Εκτιμητική Προσφορά με την ανεβάσει ενός 3D CAD αρχείου (συμπεριλαμβανομένων των μορφών STEP, STP, SLDPRT, DXF, IPT, PRT, ή SAT) μέσω του Μηχανισμού Αμεσών Εκτιμήσεων μας.


Στην υποτροχιαλική κίνηση, μια μηχανή υποτροχιαλιάς περιστρέφει ένα αντικείμενο εργασίας ενώ ένα κοπτικό εργαλείο αφαιρεί υλικό για να δημιουργήσει κυλινδρικές μορφές όπως αξόνες, ράβδοι και δίσκοι.

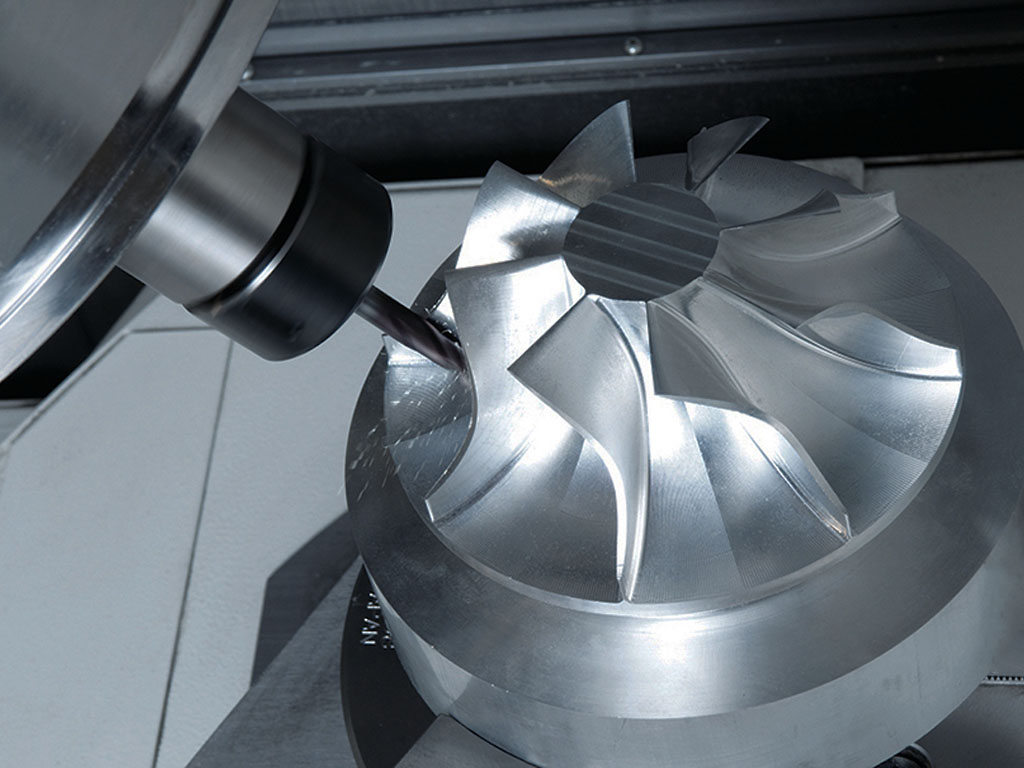
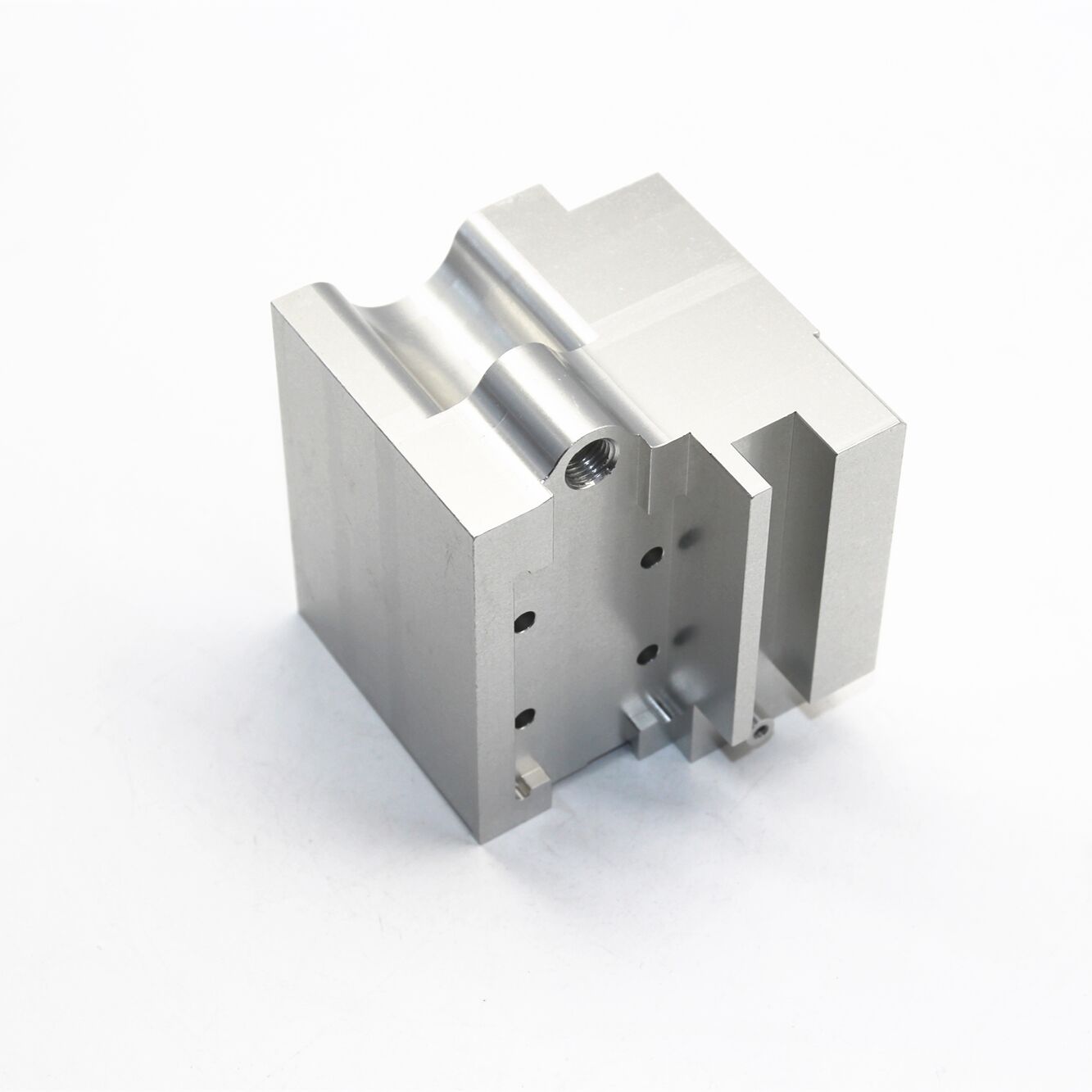
Η μολύβιση περιλαμβάνει κοπτικά εργαλεία με πολλά δόντια που περιστρέφονται για να αφαιρέσουν υλικό από την επιφάνεια ενός αντικειμένου εργασίας, δημιουργώντας περίπλοκες μορφές, ορυγμούς και τρύπες.

Η βυθισμού χρησιμοποιεί περιστρεφόμενα βυθιστικά κομμάτια για να δημιουργήσει κυλινδρικές τρύπες σε ένα αντικείμενο εργασίας, συχνά για κρατητικά ή για να υποδεχθεί άλλα συστατικά.

Η μολύβιση χρησιμοποιεί την διατριβή στον μολυβιστικό δίσκο για να αφαιρέσει υπερβολικά κομμάτια ή κοντάρια από το υλικό και για να επιτύχει μια ακριβή επιφανειακή ολοκλήρωση στο αντικείμενο εργασίας.

Η βρόχιση χρησιμοποιεί ειδικό εργαλείο με πολλά δόντια για να αφαιρέσει υλικό με γραμμική κίνηση, δημιουργώντας κλειδώματα, σπαλάντες και άλλες πολύπλοκες μορφές.

Η συρμοτομία περιλαμβάνει τη χρήση συρμοτομειών για να κόψει υλικά, συχνά χρησιμοποιείται σε προϊόντα όπως η λαμινάρια ή τα ξύλινα πλαστικά μέσω ορθής ή καμπύλης τομής για να ικανοποιηθούν οι αντίστοιχες απαιτήσεις του προϊόντος.

Η βαθμωτική τομή σημαίνει τη χρήση περιστρεφομένων κοπτικών εργαλείων για να ευρύνει ένα υπάρχον τρύπα ή να προσαρμόσει το ακριβές εσωτερικό διάμετρο σύμφωνα με τις απαιτήσεις των πελατών.

Επεξεργάζεται με την περιστροφή ενός μπιλιάρου σε ένα προηγμένο τρυπωτό τρύπα και με τον μπιλιαρισμό για να παράγει εσωτερικό θρίμμα στο υλικό ή σε μια προσαρμοσμένη μορφή.
Το EDM χρησιμοποιεί ηλεκτρικές αποστάσεις για να αφαιρέσει υλικό από ένα υλικό, ειδικά για πολύπλοκες μορφές ή σκληρά υλικά.


")



| Μέγεθος | Μετρικά μονάδα | Ιμπεριαλ μονάδες |
| Μέγιστο μέγεθος τμήματος για μαλακά χάλκινα [1] και πλαστικά | 2000 x 1500 x 200 mm 1500 x 800 x 500 mm | 78,7 x 59,0 x 7,8 in 59,0 x 31,4 x 27,5 in |
| Μέγιστο μέρος για σκληρά χάλκινα [2] | 1200 x 800 x 500 mm | 47,2 x 31,4 x 19,6 in |
| Ελάχιστο μέγεθος χαρακτηριστικού | ø 0,50 mm | ø 0.019 in |
| Μέγεθος | Μετρικά μονάδα | Ιμπεριαλ μονάδες |
| Μέγιστο μέγεθος τμήματος για όλα τα υλικά | 2000 x 1500 x 200 mm | 78,7 x 59,0 x 7,8 in |
| Ελάχιστο μέγεθος χαρακτηριστικού | ø 0,50 mm | ø 0.019 in |
| Όρια για ονομαστικό μέγεθος | Πλαστικά (2768- m) | Μέταλλα (2768- f) |
| 0,5mm* έως 3mm | ±0,1 χλστ | ±0.05mm |
| Ύπερ 3mm έως 6mm | ±0,1 χλστ | ±0.05mm |
| Ύπερ 6mm έως 30mm | ±0.2mm | ±0,1 χλστ |
| Ύπερ 30mm έως 120mm | ±0.3mm | ±0,15 mm |
| Ύπερ 120mm έως 400mm | ±0.5mm | ±0.2mm |
| Ύπερ 400mm έως 1000mm | ±0.8mm | ±0.3mm |
| Ύπερ 1000mm έως 2000mm | ±1.2mm | ±0.5mm |
| Ύπερ 2000mm έως 4000mm | ±2MM |
| Περιορισμοί μεγέθους τμήματος | Μετρικά μονάδα | Ιμπεριαλ μονάδες |
| Μέγιστο διάμετρος τμήματος | 431 mm | 17 in |
| Μέγιστο μήκος τμήματος | 990 mm | 39 in |
| Μέγιστη κλίση άνω από το φορτίο | 350 mm | 13.7 in |
| Μέγιστο τρύπημα στον αxonα | 40 χλστ | 1.5 in |
| Όρια για ονομαστικό μέγεθος | Πλαστικά (2768- m) | Μέταλλα (2768- f) |
| 0,5mm* έως 3mm | ±0,1 χλστ | ±0.05mm |
| Ύπερ 3mm έως 6mm | ±0,1 χλστ | ±0.05mm |
| Ύπερ 6mm έως 30mm | ±0.2mm | ±0,1 χλστ |
| Ύπερ 30mm έως 120mm | ±0.3mm | ±0,15 mm |
| Ύπερ 120mm έως 400mm | ±0.5mm | ±0.2mm |
| Ύπερ 400mm έως 1000mm | ±0.8mm | ±0.3mm |
| Ύπερ 1000mm έως 2000mm | ±1.2mm | ±0.5mm |
| Ύπερ 2000mm έως 4000mm | ±2MM |

όπως ο άνθρακος χάλυβας, ο σύμφυτος χάλυβας, ο αδιάβροχος χάλυβας, κ.α., που χρησιμοποιούνται συνήθως για την κατασκευή μηχανικών μερών και δομικών συστατικών.

γνωστός για την καλή του δύναμη και αντοχή στην διάβρωση, χρησιμοποιείται συχνά για την κατασκευή ελαφρών μερών και δομών.

γνωστός για την εξαιρετική του διεξαγωγικότητα και θερμική διεξαγωγικότητα, χρησιμοποιείται συνήθως για την κατασκευή ηλεκτρικών συστατικών και μερών μεθορμαλικής.

ένας σύμφυτος του χαλκού και ζινκ, γνωστός για την καλή του μηχανική εργασιμότητα και αντοχή στην διάβρωση, χρησιμοποιείται συνήθως για την κατασκευή φρεατιών, διαλευκών και άλλων συστατικών.

όπως το πολυηθυλήνιο (PE), το πολυπροπυλήνιο (PP), το πολυχλωροεθυληνιο (PVC), κ.α., χρησιμοποιούνται συνήθως για την κατασκευή πλαστικών μερών και καστρών.

γνωστός για την καλή του αντοχή στην ξύση και στην πίεση συμπίεσης, χρησιμοποιείται συνήθως για την κατασκευή μηχανικών μερών και βάσεων.

Βελτίωση της ομαλότητας και εμφάνισης της μεταλλικής επιφάνειας μέσω τεχνικών σκύβης και λαμπροβολισμού.

Συμπεριλαμβανομένων των ηλεκτρολυτικών υφισμάτων, γαλβανοποίησης, χρωμιακού καλυμμάτος κλπ., καταθέτοντας ένα άλλο μέταλλο ή σόδιο στην επιφάνεια του μετάλλου για να ενισχύσει τις ιδιότητές ή την εμφάνιση του.

Εφαρμογή προστατευτικών ή κοσμητικών καλυμάτων με τεχνικές βραστικής ζεστώσης.

Εφαρμογή προστατευτικών ή κοσμητικών καλυμάτων με τεχνικές βραστικής ζεστώσης.

Χρήση υψηλής πίεσης βλάστησης για να αφαιρεθούν τα επίπεδα διοξειδίων και οι ακαθαρσίες από την επιφάνεια του μετάλλου, βελτιώνοντας την αποψυχή της επιφάνειας.