
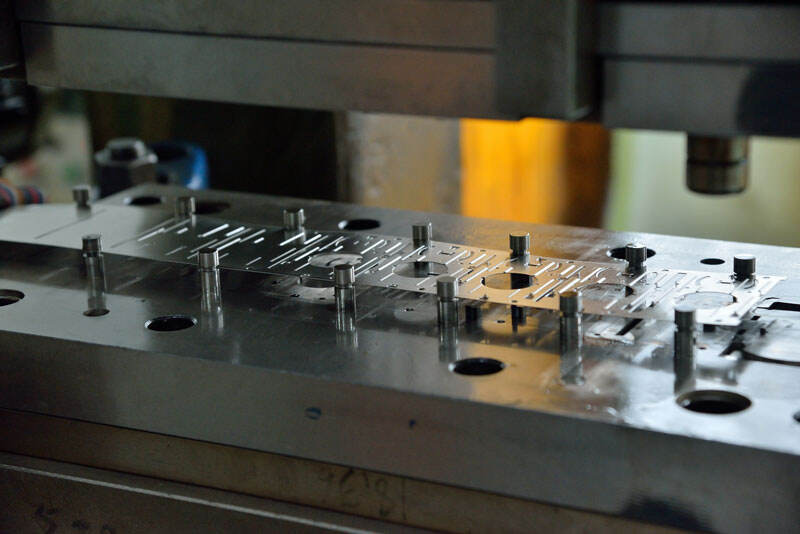
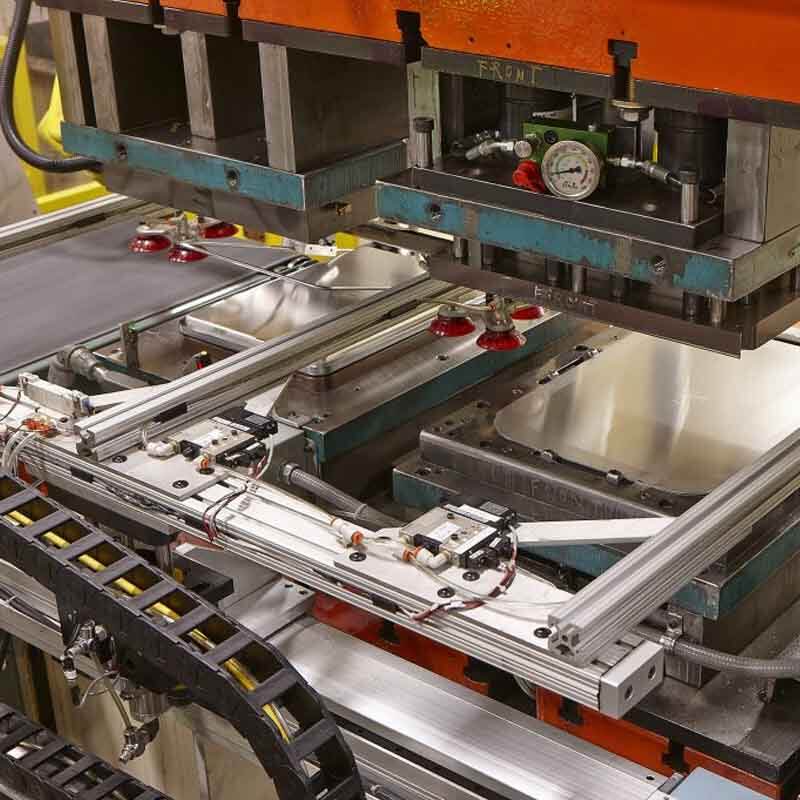
Tlačení plechu je široce používaná technologie zpracování kovů v průmyslu, při které se plech tvaruje do požadovaných forem pomocí form a špendlíků. Tento proces spočívá v aplikaci tlaku na kovovou desku pomocí formy na stroji na špendlíkování, což způsobí plastickou deformaci za účelem dosažení předem stanoveného tvaru nebo struktury. Tlačení kovů je zejména efektivní pro hromadnou výrobu různých složitých dílů.
Ut technologia frigidis formandi, praebens laminae metallica est compatibilis cum variis materialibus, inter quae feruntur chalybs innoxia, ferri chalybesque parum et multum carbonati, alumen, aes, et cuprum. Saepius processus praebentis miscet plures technicas incidendi et formandi—qualis flectere, percutere, elevare, et crines dare—ad efficienter conficienda pars intricata.
Praebens metallicum est utilis propter celeritatem suam et diminutas necessitates instrumentorum, quae convertuntur in minus tempus operis et inferiores sumptus conservandorum praebentis formarum. Attamen, unum incommodum est maior initium investitio praebentis pressurae. Praeterea, si mutationes designantur requiruntur dum productio, immutare formam potest esse difficile.
Starway specializatur in conficiendo partibus metallicis impressis ex latissima varietate materialium, inter quae sunt cuprum, aurichalcum, ferrum inoxydabile, alumen, et legamina ferri. Partes nostrae impressae conficiuntur ad severas tolerantias. Gloriamur propter offerendas aliquas ex competitiuis temporibus initiorum in industria, quae communiter ab 3 ad 7 dies variatur. Si nostra servitia metalli impressi desideras,
Operamus varietatem machinarum praesentium cum diversis tonnis, inter quae sunt 16 tonnae, 40 tonnae, 63 tonnae, 80 tonnae, 120 tonnae, 200 tonnae et 400 tonnae, per quas possumus satisfacere variatis necessitatibus productionis. Haec flexibilitas permittit nobis gerere projecta a parvis seriebus usque ad magnam productionem, dum producti qualitas et praecisio servantur. Cum undecim annis experientiae in industria, ingeniatores nostri et venditores singula projecta metallicae praesentis recensent et manu citant. Hoc approccium personalis certum facit ut satisfaciamus unicum vestrum opus, simul praebeundo praeciosis intelligentiis de processu praesentis. In sequenti sectione, invenies informationem addicionalem de praesenti et characteristicis nostris principatibus.
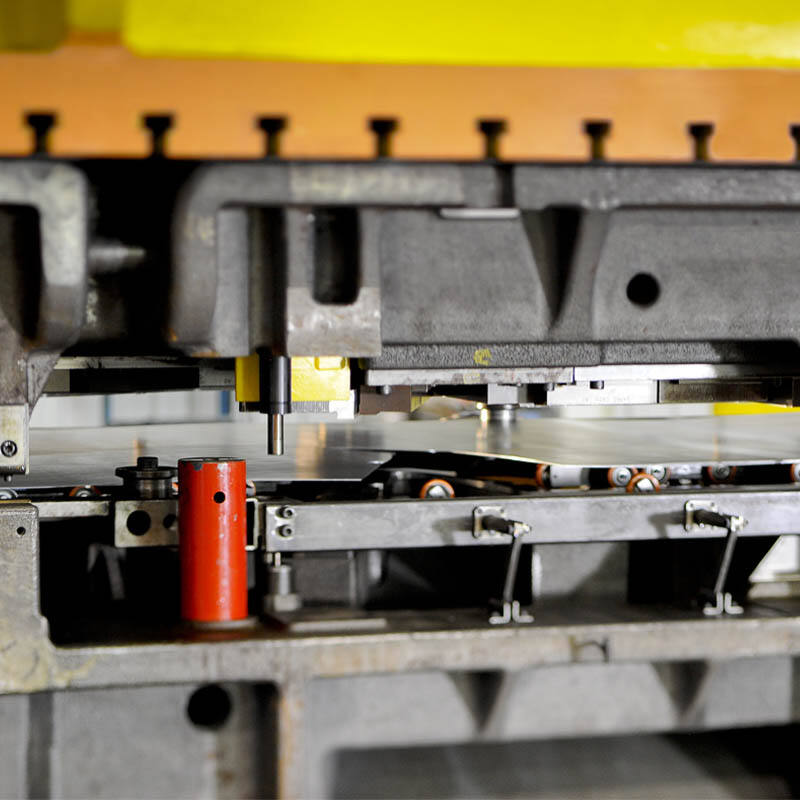
Processus praesentis potest efficaciam multum meliorare per velocitatem altam et productionem massicam, praesertim in productione magna quantitate.
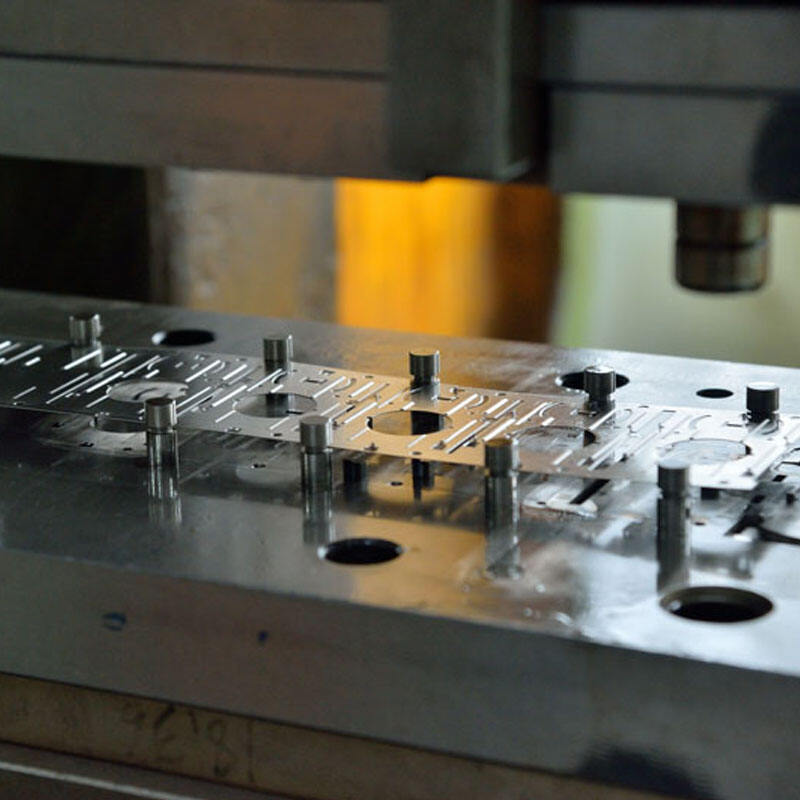
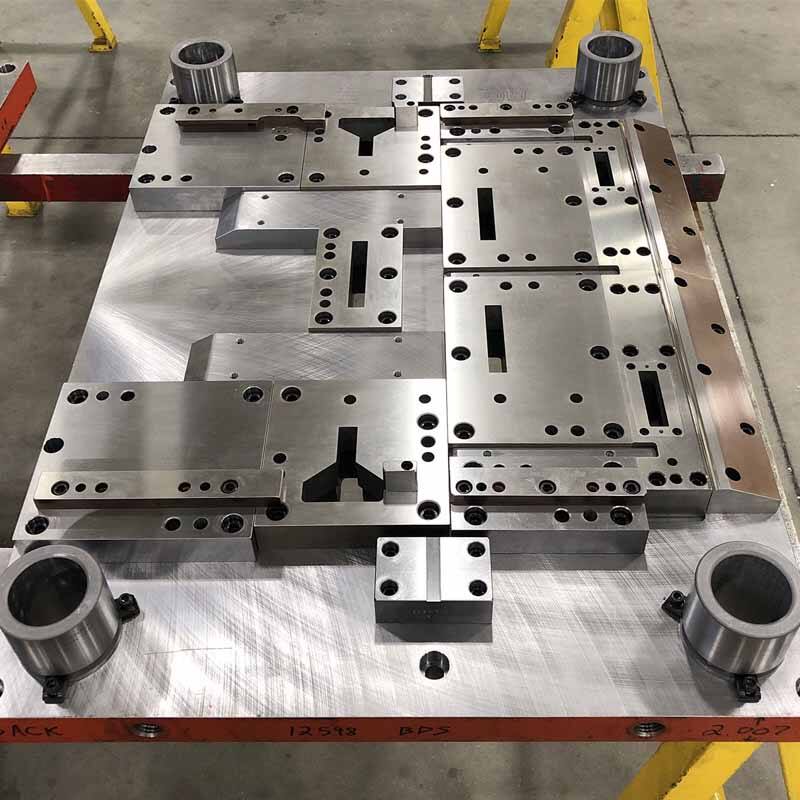
Design et fabricatio formae determinant exactitudinem dimensionalem et formam producti, et productus impressus solitum habet altam constantiam dimensionalem.
In processu signandi, dispendium materialium metallicarum est parvum, et lamina possunt excidi rationabiliter, minuentes dispendium et reducentes sumptus.
Potest tractare varietatem materialium metallicarum, inter quae ferro, aluminio, aere, acero inoxydabili, etc., latissimum spectrvm applicationum.
Caracteristica principalis eius est quod potest efficaciter tractare lamminas metallicas in varias formas, sicut LIDS, theca, supportes, et cetera. Hoc modus tractandi potest certificare ut producta tractata habeant altam praecisionem, superficiem lenem, dimensionem stabilem, et possint compleri multae taskae productionis in brevi tempore.
Processus marci metalli est essentialis in productione magna, tempus et expenses parvum faciens et efficientiam productionis meliorem faciens.
Propter usum marci metalli in processu coarctandi, usus materialium est efficientior et minus residui sunt.
In productione copiosa, velocitas processus unius piece coarctandi est celer, apta operationi lineae assemblagii.
idoneus pro varietate materialem metallicam et fabricatio varietatis partium, latissimum usum habens.
Quia tractatio laminae metallica non requirit processus soderandi et coniunctionis, potest evitare aliqua vitia et problemata qualitatis causata per soderandum et coniunctionem et meliorare fiduciam et securitatem producti.
Accipe Citationem Instantaneam per upload 3D CAD file (inclusis formatibus STEP, STP, SLDPRT, DXF, IPT, PRT, aut SAT) per Instant Quoting Engine nostrum.
Materiam primam metallicam in formam et magnitudinem necessariam pro processing exciditur, faciendo processing commodius.

Hoc processus est ad finiendos foramina in lamina metallica secundum magnitudinem et formam descriptam ex consuetudine stamping.

Lamina metallica plicatur in formam desideratam secundum requisita consuetudinaria usu mold specifico.
Laminae metalleae ponuntur in ferramentis laminarum metallicarum specificis ut creentur sulci vel convexa ad contemplantur necessitates customarias.
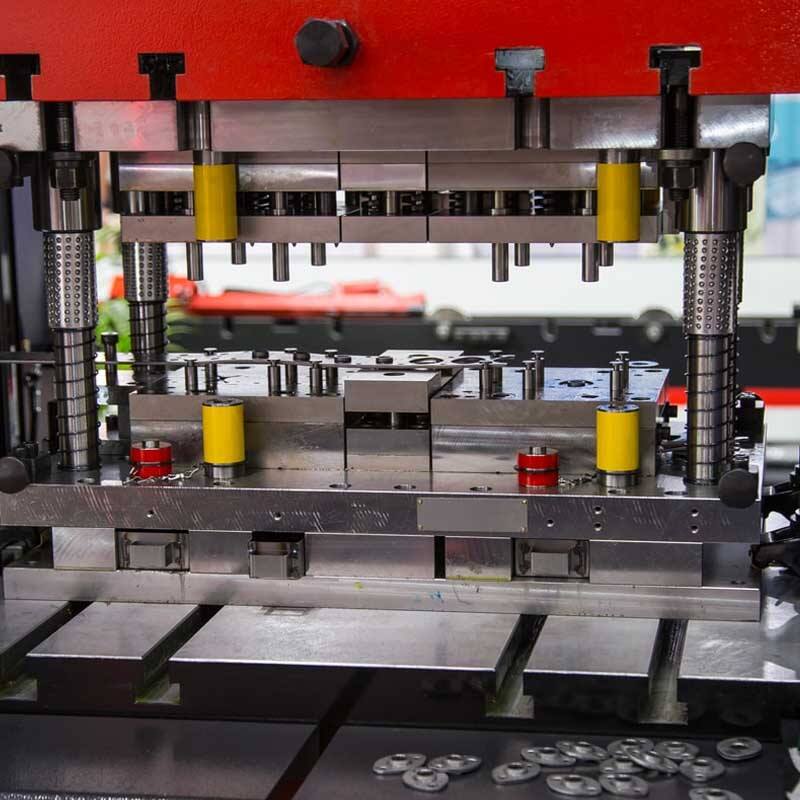
Processus hic implicat laminae metalleae seriatim premi in formis specificis ut cavitas profunda vel convexa creetur ad customizationem et ulterius tractandum.
Hic processus est perforare et tondere lamina metalleam simul, quod potest complere operationes multas uno passu, quod magnopere meliorat efficientiam tractandi.
Hoc processus est ut foramina in lamina metalli pungat et potest series regularium foraminum vel schematum in lamina metalli facere.
Fixatio laminarum metallicarum super formae rotantes et formando eas in desideratas formas sub pressione.








Materiae saepe ad laminae metalli signationem usitatae habent bonam plasticitatem et fortitudinem, et possunt idealiter deformari sub pressione sine ruptura aut gravibus defectibus. Materies et proprietates processus Starway laminae metalli signati.

Contentus carbonis ferri parvi est inter 0.05% et 0.25%, cum bona ductilitate, moderate fortitudine, excellenti performance formandi et minimo costa processus. Propter pretium humile et facile signationem, ferrum parvum ubique in corpore automobilis, theca domesticarum apparatorum, partes metallicas constructionis et cetera utitur.

Ferrum inox est propter eius praestantem resistere corrosioni, altam vim et duritiam, necnon bonam performantiam ad altas temperaturas. Genera communia sunt 304 et 316. Idoneum est ad conficiendum vasa culinaria, instrumenta medica et componentes architectonicae. Attamen, habet aliqua defectus: indurationem operis fieri potest durante processu, quod accelerat deteriorem formarum et difficilem machinationem.

Alumen et eius ligamenta levia sunt, bonam conducibilitatem thermicam et electricam praebent et praestantem resistere corrosioni possident. Genera communia sunt 6061, 5052 et 7075. Saepius utuntur in conficiendo componentibus aerospacialibus, lamminis corporis automotivi et involucris productorum electronicorum. Attamen, aliqua desideria habent: duritia minor, facile raperi et maiora requisita designandi formarum.

Lamina ferri galvanizati habet revocem zinci super ferrum commune ad meliorem resistenciam contra corrosionem et creandum superficiem lenem. Saepius utitur in apparatu exteriori, ductibus, et structura constructionis. Tamen, revocem posse laedi durante processu, potentia compromittendo proprietates anti-corrosionis suae.

Aes et eius alloyes, sicut aerugo et aes cuprum, nota sunt propter optima conductio electrica et therma, resistencia corrosionis, et bona plasticitas, facientes eos facilem premere et formare. Commune utuntur in conficiendo componentibus electronicis, apparatu communicationis, et rebus decorativis. Tamen, habent aliqua defecta, inclusas altam costum et tendentiam oxidari et discolorare.

Ferrum cum specificis compositionibus chemicis et proprietatibus mechanicis, idoneum ad producendum partes fortitudinis altae et componentes resistentium usus. Tamen, solet esse carius et potest esse difficilius processum.
In processu praebusionis laminae metallicae, electio materialis apti est valde importantis. Starway commendet ut si necessitas praebusionis laminae metallicae est, sequentia consideranda sunt:
1.Plasticitas materialis: Materiali oportet bonam plasticitatem habere ut deforma durante processu praebusionis sine frangendo.
2.Fortitudo et duritia: fortitudo materialis electi debet convenire ad usum producti in ambiente; nimia fortitudo possit augmentare expensas et difficultates machinandae formae.
3.Resistentia corrosioni: Pro partibus quae resistentiam corrosioni postulant, materiae resistentes sicut ferrum non corrosibile, conglutinatum aes aut aenum galvanicum solito eliguntur.
4.Oeconomicus: Costus materialis quoque est factor importantis in electione, sub praemissa satisfactionis necessitatum performance, conare eligere materiales rationales in pretio.
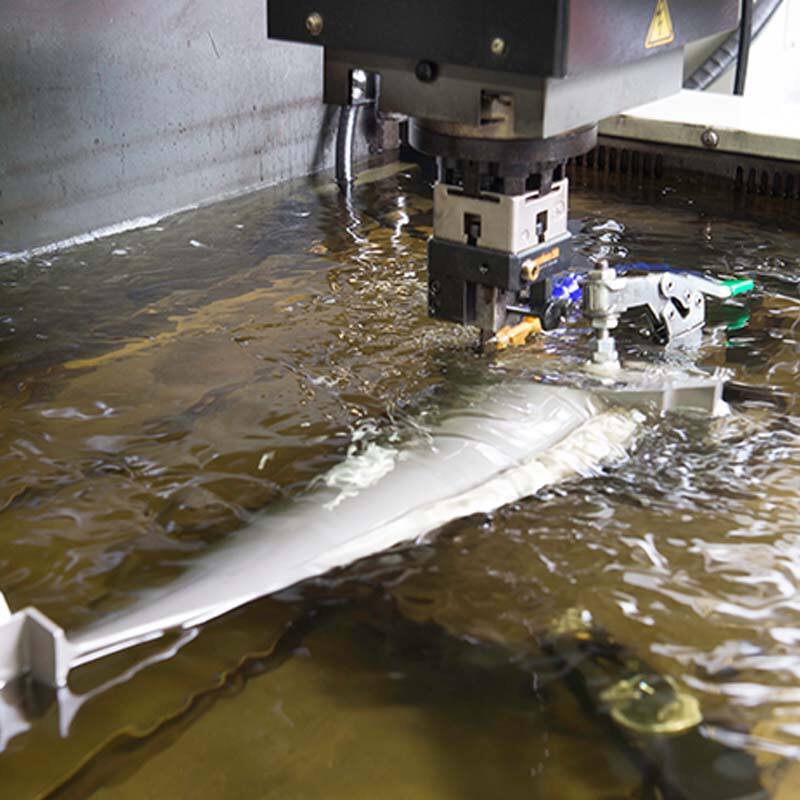
Plures generum materialium laminae metallica possunt excidi per technicas imprimentis vel incisurae laser, sed varietur intervallum crassitiei. Ammissio causata a materialibus est etiam diversa, vide infra listam:
| Aluminium 5052-H32: | crassitudo ab 0.040 in.-0.250 in. (1.016mm-6.35mm) |
| Aluminum 6061-T651: | crassitudo ab 0.040 in.-0.250 in. (1.016mm-6.35mm) |
| Aluminum 6061 | idoneum est ad perforandum profilen/perimetrum, sed non est elegibilis pro characteristicis formatis. |
| Ferrum CR 1008 cum Carboni Minimo: | crassitudo ab 0.036 in.-0.119 in. (0.914mm- 3.023mm) |
| CR Galvanized: | crassitudo ab 0.036 in.-0.119 in. (0.914mm- 3.023mm) |
| CR Galvannealed: | crassitudo ab 0.036 in.-0.119 in. (0.914mm- 3.023mm) |
| Cuprum C101, C110: | crassitudo ab 0.040 in.-0.125 in. (1.016mm-3.175mm) |
| Aes C260: | crassitudo ab 0.040 in.-0.125 in. (1.016mm-3.175mm) |
| Inox 304/304L, 316/316L: | crassitudo ab 0.036 in.-0.074 in. (0.914mm-1.88mm) |

Melioratio lenitudinis et speciei superficiei metallicae per technicas fricationis et politurae.

Incluso galvanoplastia, galvanizatio, chromatis, et cetera, alium metallum vel ligaturam super faciem metalli deponere ad proprietates eius vel aspectum meliorem conficiendum.

Applicatio tegumentorum protectivorum aut decorativorum per technicas pulveris picturae.

Commutatio structurae et proprietatum metalli per calefaciendum et refrigerandum, sicut quenching, tempering, et cetera.

Commutatio structurae et proprietatum metalli per calefaciendum et refrigerandum, sicut quenching, tempering, et cetera.




